Число стружечных канавок влияет на толщину среза, усилие и мощность, затрачиваемые на резание, на объем пространства для размещения стружки, на величину крутящего момента от усилий трения, на технологичность изготовления метчиков и выбор средств контроля параметров резьбы. Число канавок назначается 2—6 при изменении наружного диаметра в пределах 2—52 мм. В практике получили широкое распространение метчики с тремя или четырьмя канавками. Опыты показывают, что крутящий момент для первых на 10—20% меньше, чем для вторых. Четырехканавочные метчики показывают большую склонность к заеданию, в особенности при обработке вязких металлов. Изготовление трехканавочных метчиков дешевле четырехканавочных, но измерение не может быть осуществлено микрометром и для него требуется специальное приспособление.
Форма стружечных канавок, зубьев и их направление. Стружечные канавки служат для размещения стружки и ее транспортирования, что обусловливает их направление и форму.
|
|
|
|
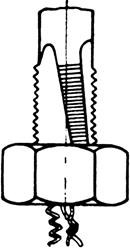
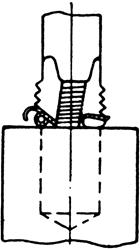
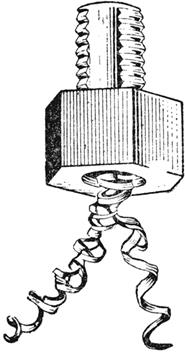
Угол наклона канавок w у основной массы выпускаемых метчиков равен нулю. Для лучшего удаления стружки метчики следует делать с винтовыми канавками левого направления; для сквозных отверстий с целью выталкивания стружки из отверстий (при правом направлении резьбы) и правого направления для глухих отверстий с целью отвода стружки из отверстий в направлении хвостовика. Предельное значение угла w=10...35°. Однако при обработке упругих и вязких материалов, каковыми и являются расматриваемые образцы, угол wможет приводить к усиленному трению по одной из строн профиля резьбы. В таких случаях целесообразно сделать наклон только передней кромки под углом l. Что также несколько проще и соответственно дешевле в изготовлении.
|
|
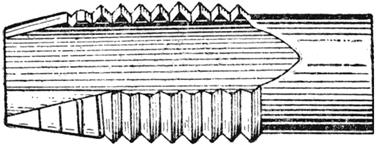
Угол наклона канавки lпринимается в пределах 5—10°. Благодаря такому углублению ширина пера на режущей части составляет 0,5...0,3 ширины пера на калибрующей части в зависимости от размера метчика. Скос пера обеспечивает совпадение направления схода стружки с направлением подачи метчика. Стружка не скопляется на режущей части, а отводится вниз. Такая конструкция уменьшает величину крутящего момента за счет лучшего резания, правильного отвода стружки и меньшей опасности ее защемления.
Профиль поперечного сечения канавки зависит от числа зубьев (или числа канавок), наружного диаметра метчика, материала заготовки, условий работы (без вывинчивания, с вывинчиванием из обрабатываемого отверстия), способа подвода СОЖ.
В общем случае форма поперечного сечения канавки должна обеспечивать: достаточное пространство для размещения стружки;
достаточную прочность зуба и метчика в целом; оптимальные геометрические параметры; отсутствие среза стружки при выворачивании.
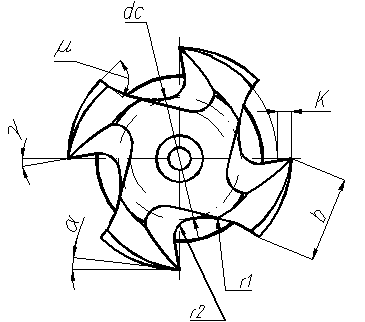
Основными параметрами профиля канавки являются: передний
угол g, диаметр сердцевины dC, радиус у основания зуба r2, радиус по спинке зуба r1, ширина пера b и угол нерабочей кромки m.
|
|
Передний угол g выбирается в зависимости от материала детали. Параметры r1, r2, b, dс, m. зависят от размеров метчика и числа канавок.
Для стандартных метчиков сечение стружечной канавки на всем протяжении рабочей части метчика остается постоянным или несколько уменьшается к хвостовику. На глубину и объем стружечных канавок влияют диаметр сердцевины dс и ширина пера b. С уменьшением параметров dc и bувеличиваются глубина и объем стружечной канавки, уменьшаются силы трения (Мт), но также уменьшаются прочность зуба и прочность метчика в целом, и наоборот— с увеличением dc и bувеличивается прочность метчика, но уменьшается объем стружечной канавки и увеличиваются силы трения, что может привести к поломке метчика.
Практика показывает, что по мере уменьшения пера при переточках работа метчика обычно облегчается. Наибольший процент поломок метчиков происходит из-за широкого пера и большой сердцевины. Однако в нашем случае ситуация обратная и иметт смысл брать большие dc.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.