Температуры подогрева 780—840° С. Если его проводят в расплавленной соли, их повышают до 1050—1100° С; в этом случае можно уменьшить выдержку для окончательного нагрева. Кроме того, подогрев при указанной температуре можно выполнять в BaCl2, а при более низких температурах используют смесь BaCl2 и NaCl; перенос инструментов из этой смеси загрязняет ванну с BaCl2.
Инструменты диаметром > 30 мм, кроме того, предварительно подогревают при 400—500° С.
Выдержка при 780—840° С составляет на 1 мм диаметра (толщины): 30—40 с при нагреве в печи и 15—20 с при нагреве в соли. Ее уменьшают на 20—30% для вольфрамомолибденовых сталей.
Выдержку при 1050—1100° С принимают равной выдержке при окончательном нагреве (см. рис.).
|
|
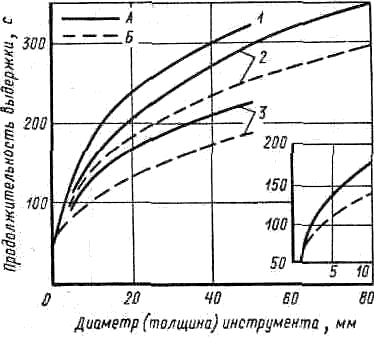
Рис. Выдержка инструментов при окончательном нагреве для закалки в жидких смесях (выдержку сталей, содержащих > 3% Мо или >5% Со, по сравнению с указанной уменьшают на 20—25%). При нагреве в печи выдержку всех сталей увеличивают в 1,5 раза:
/ — инструменты прямоугольного сечения;
2 — цилиндрические инструменты (кроме сверл);
3 — сверла;
А — инструменты, подогревавшиеся при 750—850° С;
В—то же, при 1050— 1100° С
Для сталей с молибденом и кобальтовых нужна более тщательная защита от обезуглероживания.
Температуры закалки для сохранения мелкого зерна и получения требуемой теплостойкости зависят от содержания вольфрама; они почти одинаковы для разных сталей с одним и тем же содержанием вольфрама. С соблюдением этого общего условия температуры нагрева немного изменяются в зависимости от состава стали, типа и назначения инструментов. Для сталей Р9К5 и Р6М5К5 они составляют: 1220...1240°С, 1210...1230°С соответственно.
Более высокие температуры закалки, близкие к вызывающим выделение карбидной сетки, при охлаждении — для режущих инструментов простой формы (резцы, крупные сверла), работающих почти без динамических нагрузок, но при повышенной скорости резания. Сопротивление изгибу или кручению возрастает пропорционально кубу диаметра инструмента (если он не имеет тонкой режущей кромки), тогда как прочность при повышении температуры закалки снижается в меньшей степени.
Для инструментов с тонкой рабочей кромкой или воспринимающих повышенные динамические нагрузки, в частности при прерывистом резании, температуры закалки понижают на 10 град для сохранения более мелкого зерна.
У сталей повышенной и высокой теплостойкости, у которых дисперсионное твердение при отпуске проходит интенсивнее и имеющих пониженные прочность и вязкость, в большинстве случаев нужно сохранять более мелкое зерно: балла 11.
Для инструментов небольшого сечения или сложной формы уменьшают температуры закалки на 10—15 град. В этом случае твердость (после отпуска) понижается на HRC 0,5...1.
Выдержка при окончательном нагреве должна обеспечивать достижение заданной температуры и растворение той части карбидов, которая может быть переведена в раствор без заметного роста зерна. При большей выдержке дополнительное повышение легированности твердого раствора и теплостойкости незначительно, но усиливаются рост зерна. Выдержку определяют:
а) по специальным расчетным формулам , что более точно;
б) по номограмме (см. рис. выше), построенной для инструментов, помещаемых поштучно или в приспособлении, но с расстоянием между ними, превышающим полуторный диаметр инструментов;
для инструментов, помещаемых ближе друг к другу (что менее желательно), выдержку необходимо увеличивать.
Охлаждение от температур закалки до 600—500° С ускоренное, чтобы задержать выделение карбидов из аустенита и не ухудшить
теплостойкость. Поэтому охлаждение в масле или в горячих средах (600—200° С) обеспечивает после отпуска примерно одинаковые теплостойкость, прочность и режущие свойства 1. Однако эти условия охлаждения неодинаково влияют на напряжения и деформацию.
Непрерывная закалка с охлаждением в масле (30—100° С) допустима толькодля инструментов простой формы (резцы, сверла) толщиной (диаметром) до 30—40 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.