Сопоставление достоинств и недостатков бифилярной схемы ЭШП (таблица 17) позволяет сделать вывод, что применение этой схемы наиболее целесообразно в печах для выплавки крупных (более 8 т) слитков квадратного и особенно прямоугольного сечения.
Известно, что в диапазоне устойчивых режимов ЭШП при увеличении скорости подачи электрода и глубины погружения его в шлаковую ванну удельный расход электроэнергии уменьшается [2]. Это косвенно свидетельствует о том, что увеличение глубины погружения электрода в шлак (до некоторых пределов, при которых дальнейшее увеличение силы тока и уменьшение расстояния электрода от металлической ванны приводят к падению теплового КПД процесса), сопровождается ростом коэффициента плавления электрода Кэ.
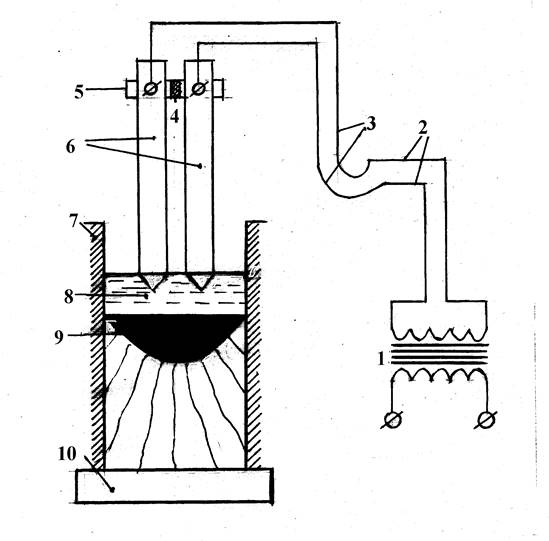
1 – трансформатор; 2 – шинопроводы; 3 – гибкие кабели; 4 - электроизоляция; 5 – электрододержатель; 6 – электроды; 7 – кристаллизатор; 8 – шлак; 9 – металл; 10 – поддон
Рисунок 41 – Однофазная двухэлектродная бифилярная схема ЭШП
Таблица 17 - Сравнение способов электрошлакового переплава [2]
|
Показатель, по которому производится сравнение |
Обычная схема |
Бифилярная схема |
|
Индуктивность короткой сети |
Высокая |
Низкая |
|
Коэффициент мощности |
0,6 - 0,8 |
0,92 - 0,98 |
|
Удельный расход электроэнергии, кВт×ч/т |
1500 - 1700 |
1200 - 1400 |
|
Установленная мощность трансформатора, % |
100 |
70 - 80 |
|
Возможность выплавки слитков прямоугольного сечения |
Затруднена |
Облегчена |
|
Применение затравок |
Требуется |
Не требуется |
|
Конструкция печи |
Простая |
Несколько усложняется |
|
Опасность прожога кристаллизатора |
Имеется |
Практически исключена |
Увеличение Кэ с ростом погружения электрода в шлак можно объяснить увеличением потока тепла, передаваемого концу электрода шлаковой ванной (растет поверхность контакта электрода со шлаком).
Отмеченная зависимость коэффициента плавления электрода от положения его в шлаке обусловливает возможность саморегулирования процесса плавления бифилярно включенных электродов при их совместной подаче.
К факторам, которые могут вызывать нарушение равенства линейных скорости плавления электродов при бифилярной схеме ЭШП, относятся:
1. Неравенство сечений электродов вследствие разных их размеров или наличия в них несплошностей (последнее может иметь место в литых электродах).
2. Смещение электродов к одной из стенок кристаллизатора вследствие их неправильной центровки или значительной кривизны.
Если электроды отличаются сечением по всей их длине, то плавка идет с нарастанием разности погружения электродов в шлак. При незначительном различии в сечениях электродов эта разница может нарастать очень медленно и не препятствовать проведению плавки. При значительном различии сечений электродов может произойти вмораживание одного из электродов в металлическую ванну.
Степень влияния двух указанных факторов на ход бифилярной плавки в значительной мере зависит от электрического и шлакового режимов процесса. Так, чем меньше выделяемая в шлаке мощность и ниже его температура, тем (при прочих равных условиях) вероятнее появление разбаланса плавления электродов и его нарастание. Это отчетливо видно из данных, приведенных в таблице 18 [2].
Таблица 18 - Влияние режима и температуры шлаковой ванны на плавление электродов при бифилярной схеме ЭШП
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.