Парциальное давление азота в газовой фазе ![]() не оказывает
существенного влияния на [N]. Между
не оказывает
существенного влияния на [N]. Между ![]() и [N]
наблюдается обратная зависимость, причем изменение
и [N]
наблюдается обратная зависимость, причем изменение ![]() в газовой фазе
в пределах 0,020 - 0,125 атм. оказывает более сильное влияние на поведение
азота, чем изменение
в газовой фазе
в пределах 0,020 - 0,125 атм. оказывает более сильное влияние на поведение
азота, чем изменение ![]() в
пределах 0,08 - 0,83 атм. Надо полагать, что переход азота из шлака в металл
зависит от растворимости азота в шлаковом расплаве, которая уменьшается с
ростом
в
пределах 0,08 - 0,83 атм. Надо полагать, что переход азота из шлака в металл
зависит от растворимости азота в шлаковом расплаве, которая уменьшается с
ростом ![]() .
.
Наибольшее влияние на [N] оказывает состав флюса. Повышению [N] способствует увеличение (Al2O3) и снижение (CaO).
Можно указать следующие пути удаления азота:
1) всплывание нитридов;
2) ассимиляция нитридов шлаком;
3) переход растворенного азота из металла в шлак.
Качество металла в значительной мере определяется его загрязненностью неметаллическими включениями. ЭШП создает благоприятные условия для получения чистого металла. Эти возможности определяются следующими факторами:
а) направленной кристаллизацией слитка, которая облегчает всплывание неметаллических включений;
б) интенсивной обработкой расплавленного металла высокоактивным шлаком, который адсорбирует или растворяет неметаллические включения;
в) отсутствием огнеупорной футеровки, исключающей ее взаимодействие с металлом и, следовательно, образование экзогенных неметаллических включений;
г) высокой температурой шлака;
д) отсутствием вторичного окисления металла.
Наиболее вероятным механизмом очистки является экстракция включений
из металла шлаком на границе металлическая пленка - шлак на торце переплавляемого
электрода. При выходе включений на границу металл-шлак соблюдается условие ![]() . Скорость
смачивания окислов флюсами очень велика и включения поглощения шлаком. Очистка
происходит в тонком слое металла, примыкающем к шлаку и имеющим толщину d, сопоставимую с размерами включений.
При этом происходит дробление грубых строчечных включений, имевшихся в металле
катаного либо кованого расходуемого электрода, как показано на рисунке 39.
. Скорость
смачивания окислов флюсами очень велика и включения поглощения шлаком. Очистка
происходит в тонком слое металла, примыкающем к шлаку и имеющим толщину d, сопоставимую с размерами включений.
При этом происходит дробление грубых строчечных включений, имевшихся в металле
катаного либо кованого расходуемого электрода, как показано на рисунке 39.
При прохождении капли через шлак происходит дальнейшее протекание процессов, ведущих к очищению металла от включений.
В металлической ванне одновременно с этим может происходить всплывание имевшихся и вновь образующихся включений по мере их укрупнения. Скорость всплывания включений шарообразной формы, находящихся в жидкой стали, в первом приближении описывается известной формулой Стокса
 ,
см/с.
,
см/с.
где V - скорость всплывания включения, см/с;
g - ускорение силы тяжести, равное 981 см/с;
h - динамическая вязкость, г/(см×с);
r - радиус включения, см;
g м , g вкл - соответственно плотность металла и включения, г/см3.
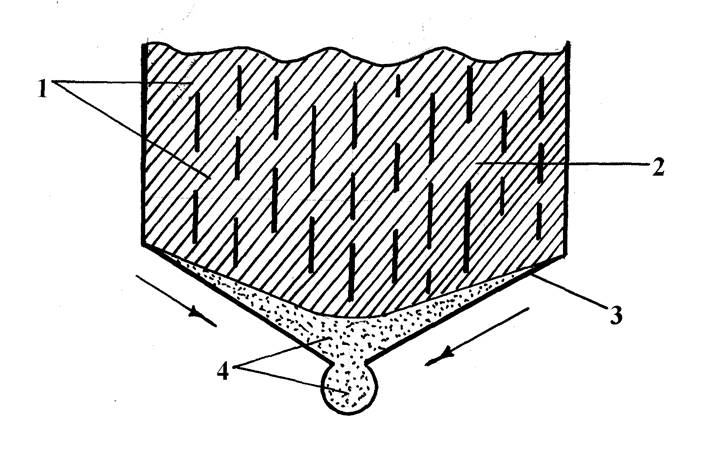
1 – включение в металле электрода; 2 – электрод; 3 – пленка жидкого металла; 4 – включения в пленке и формирующейся капле
Рисунок 39 – Дробление грубых строчечных неметаллических включений, имевшихся в металле электрода, при оплавлении в шлаке его конца и стекании (стрелки) пленки жидкого металла
Если принять h =
0,023 г/см3 для углеродистой стали, g м =7,16 г/см3, ![]() = 2,2 г/см3,
= 2,2 г/см3,
![]() =3,8 г/см3
и
=3,8 г/см3
и ![]() , то получим
кривые зависимости от и размера (рисунок 40). Из этого рисунка и данных [2]
следует, что в реальных условиях ЭШП возможно всплывание включений с диаметром
более 10 -15 мкм.
, то получим
кривые зависимости от и размера (рисунок 40). Из этого рисунка и данных [2]
следует, что в реальных условиях ЭШП возможно всплывание включений с диаметром
более 10 -15 мкм.
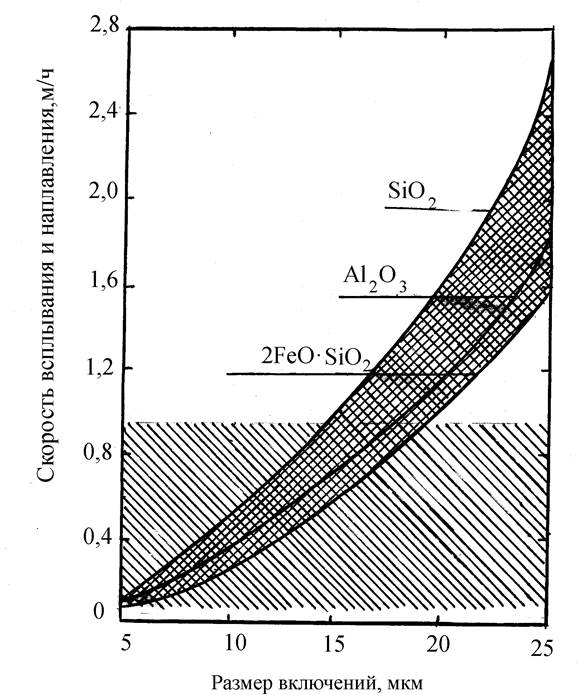
Рисунок 40 – График зависимости между размерами неметаллических включений и скоростью их всплывания (заштрихован диапазон скоростей наплавления слитка, характерных для ЭШП)
Решающим фактором в удалении неметаллических включений является направление роста кристаллов слитка. При осевой кристаллизации возможность всплывания и удаления неметаллических включений из металлической ванны облегчается.
Следовательно, с целью максимального очищения металла от неметаллических включений необходимо стремиться к осевой или радиально-осевой кристаллизации. Однако не следует забывать о скорости наплавления электрошлакового слитка, так как удаление неметаллических включений будет более эффективным при минимальном значении скорости наплавления слитка (см. рисунок 40).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.