Коэффициент kф.м. является характеристикой теплового поля ванны металла. Очевидно, что между конфигурациями тепловых полей металлической и шлаковой ванн должна существовать связь, определяемая общим тепловым полем печи. Коэффициент формы металлической ванны определяется характеристикой теплового поля шлаковой ванны (при постоянных диаметрах кристаллизатора и электрода) - межэлектродным расстоянием h и слабо зависит от высоты слоя шлака. Зависимость kф.м. от межэлектродного расстояния имеет экстремальный характер (рисунок 28) что, видно, связано с изменением температуры поверхности металлической ванны при различных межэлектродных промежутках. При чрезмерном удалении электрода, т.е. источника тепла концентрирующегося вокруг заглубленного конца электрода, от зеркала ванны температура поверхности ванны снижается, что приводит к ухудшению коэффициента формы ванны в результате уменьшения ее цилиндрической части. при чрезмерном приближении электрода к зеркалу ванны ее коэффициент формы падает в результате увеличения глубины конической части из-за возрастания потока тепла, передаваемого конвекцией и теплопроводностью от расплавленного шлака.
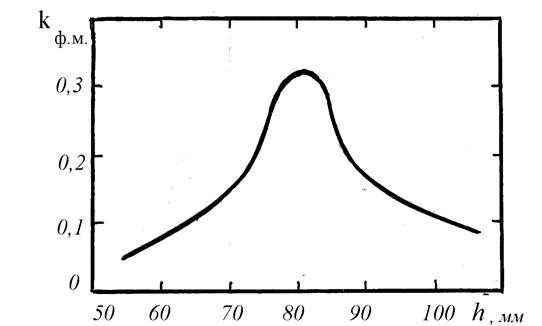
Рисунок 28 – Зависимость коэффициента формы ванны kф.м. от межэлектронного расстояния h
Экстремальный характер зависимости коэффициента формы металлической ванны от межэлектродного расстояния приводит к тому, что допустимые значения скорости плавления, ограниченные получением заданного коэффициента фронта кристаллизации слитка, неодинаковы при различных межэлектродных промежутках. Последним объясняется неоднозначность выбора скорости плавления металла и межэлектродного расстояния для получения определенного значения коэффициента фронта кристаллизации и, следовательно, определенной направленности кристаллов.
Возможность повышения скорости плавления для получения необходимого kфр при работе с межэлектродными промежутками, близкими к оптимальным, является резервом повышения производительности электрошлаковых печей. Однако при повышении скорости плавления увеличивается объем жидкой металлической ванны, что может привести к развитию ликвационных дефектов и необходимости более тщательного вывода усадочной раковины в конце плавки.
Глубина цилиндрической части ванны зависит от перегрева металла на поверхности ванны. В связи с этим при переплаве металла одинакового химического состава на нее и, следовательно, на kф.м. значительное влияние оказывает изменение химического состава шлака. Так, увеличение содержания в шлаке глинозема приводит к росту поверхностного натяжения на границе шлак - электродный металл [11], а, следовательно, и к увеличению температуры процесса в результате увеличения температуры перегрева металла на конусе электрода. Это вызывает возрастание максимума коэффициента формы ванны при переходе от шлака АНФ-1П к шлакам АНФ-291.
С помощью расчетов установлено, что при сохранении температуры шлака неизменной и при постоянном электрическом режиме и скорости наплавки высота слитка диаметром 425 мм, начиная с уровня 600 - 650 мм, практически не сказывается на глубине металлической ванны (рисунок 29). Это значит, что влияние температуры затравки на глубину ванны практически исчезает. Так, при изменении температуры затравки (температуры ее центра) от 100 до 700 оС глубина металлической ванны увеличивается на 8 мм. Следовательно, режим охлаждения и нагрева затравки в этих условиях не может отразиться на глубине металлической ванны. При меньшей высоте слитка охлаждающее влияние затравки отражается и на глубине и на форме металлической ванны. При малой высоте слитка металлическая ванна имеет меньшую глубину и более пологую форму, чем при большой высоте слитка. В начальный момент плавки при наплавлении слитка высотой до 50 мм без возможного проплавления затравки.
В работе [20] для количественной оценки формы металлической ванны применен безразмерный критерий
 , (38)
, (38)
где Р - периметр профиля ванны;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.