Наличие температурных зон связано с особенностями нагрева электрода, а именно, тепло от шлаковой ванны распространяется вверх по электроду, а сам электрод перемещается вниз навстречу тепловому потоку.
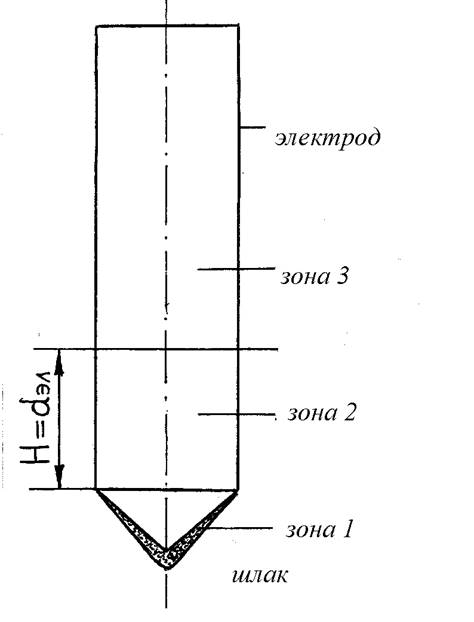
Рисунок 9 – Температурные зоны расходуемого электрода
В шлаковой ванне установок ЭШП происходит плавление расходуемых электродов и протекают металлургические реакции, обеспечивающие рафинирование расплавленного металла. Интенсивность этих процессов во многом определяется температурным состоянием шлакового расплава вблизи оплавляемых поверхностей и в местах протекания реакций.
Шлаковый расплав, в отличие от других токопроводящих элементов электрошлаковой установки, является жидким проводником электрического тока, в котором имеют место интенсивные перемещения шлаковых объемов под действием гравитационных и электромагнитных сил (рисунок 10). Эти конвективные потоки приводят к выравниванию температур в шлаковом расплаве, и в реальной шлаковой ванне не наблюдается значительного перепада температур как по сечению, так и по глубине.
Перепад температуры по высоте и диаметру шлаковой ванны не превышает 100 - 150 оС [6]. Интенсивные шлаковые потоки вызывают также локальные искажения температуры в различных точках шлакового расплава. Однако общий характер распределения температур при фиксированном режиме электрошлакового процесса соответствует некоторому среднему за относительно большой промежуток времени.
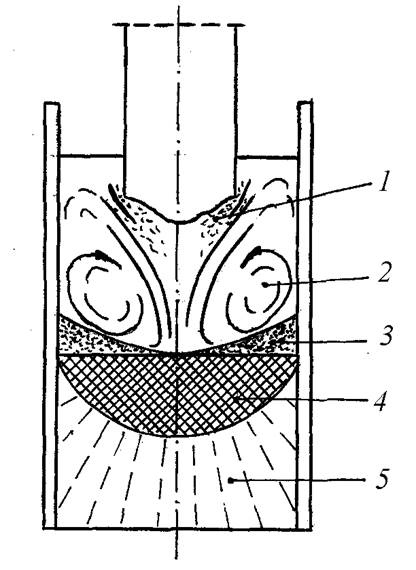
1 – холодный граничный слой; 2 – горячий шлак; 3 – холодный граничный слой; 4 – металлическая ванна; 5 – затвердевший слиток
Рисунок 10 – Распределение температур в шлаковой ванне
Температурное поле шлакового расплава в основном определяется распределением теплоисточников в объеме шлаковой ванны и на ее границах, ограничивающих шлаковый расплав конструкций, интенсивно отбирающих теплоту от периферийных участков шлаковой ванны. На рисунке 11 показаны температурные градиенты в зоне кристаллизатор - шлак, показывающие резкий перепад температуры в зазоре между стенкой кристаллизатора и шлаковой корочкой [7]. Как видно из рисунка 11, основным фактором, определяющим скорость охлаждения слитка, является зазор между стенкой кристаллизатора и шлаковой корочкой.
В таблице 1 дана классификация печей ЭШП.

1 – водяное охлаждение; 2 – стенка кристаллизатора; 3 – зазор между стенкой кристаллизатора и шлаковой корочкой; 4 – шлаковая корочка; 5 – расплавленный шлак
Рисунок 11 – Схема распределения температур в зоне кристаллизатор – шлак
Таблица 1 - Классификация печей ЭШП (ГОСТ 20552-75)
|
Габарит |
Обозначение типов |
Характеристики |
|
|
Номинальная емкость, т |
Максимальная мощность источников питания, кВА |
||
|
I |
ЭШП-1,25 |
1,25 |
1000, 1600 |
|
II |
ЭШП-2,5 |
2,5 |
1600 |
|
III |
ЭШП-5,0 |
5,0 |
2500 |
|
IV |
ЭШП-10,0 |
10,0 |
2500, 5000 |
|
V |
ЭШП-20,0 |
20,0 |
5000 |
|
VI |
ЭШП-40,0 |
40,0 |
10000 |
|
VII |
ЭШП-80,0 |
80,0 |
15000 |
Для проведения процесса ЭШП необходимы следующие материалы:
1. Расходуемые электроды.
2. Затравки.
3. Рабочие флюсы.
Существуют следующие способы производства расходуемых электродов: прокатка, ковка, разливка в специальные изложницы, разливка на машине непрерывного и полунепрерывного литья заготовок. Наиболее дешевыми и экономически оправданными способами производства расходуемых электродов являются прокатка на блюминге или крупносортном стане и разливка на МНЛЗ [2]. Преимущества последней наиболее очевидны при изготовлении электродов из труднодеформируемых сталей и сплавов, прокатка которых затруднена, и для производства электродов применяется ковка - способ, имеющий самые низкие технико-экономические показатели.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.