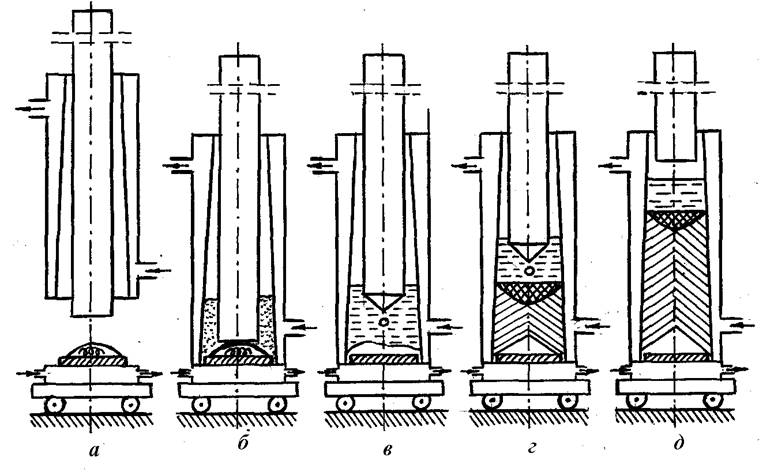
а – укладка затравки, железной стружки и экзотермической смеси; б - кристаллизатор и электрод опущены, засыпан рабочий флюс; в – полное расплавление рабочего флюса; г – наплавление слитка, установившийся процесс; д – окончание процесса
Рисунок 13 – Технологическая схема электрошлакового переплава
Технология твердого старта имеет ряд недостатков. В период наведения шлаковой ванны происходит одновременное плавление шлака и металла расходуемого электрода. Выделяемого в этот момент тепла недостаточно для перегрева шлака и хорошего формирования слитка. Поэтому донная часть таких слитков получается ступенчатой с пережимами, а в металле обнаруживаются запутавшиеся нерасплавленные частицы шлака.
Дуговые разряды, неизбежные при наведении шлаковой ванны, вызывают повышенное окисление легирующих элементов переплавляемого металла. Этими причинами обусловлены высокие (8 - 15 %) нормы обрези донной части слитков, полученных по такой технологии. Кроме того, при работе по указанной схеме необходимо использование специальных шайб-затравок, изготовление которых связано с дополнительными затратами.
В начальный период плавки процесс ведется в дуговом режиме, поэтому, кроме указанных недостатков, имеется еще опасность прожога затравки и поддона. Следует добавить, что для расплавления шлака в кристаллизаторе требуется значительное (до 1 ч) время, в результате чего снижается производительность печи: так, например, на слитке 10 т при общей продолжительность плавки 8 - 10 ч расплавление шлака занимает 40 - 60 мин.
Лучшие результаты получаются, если при расплавлении флюса вместо металлического расходуемого электрода использовать графитовый нерасходуемый электрод. В этом случае нерасходуемый электрод закрепляют в электрододержателе и опускают в кристаллизатор для расплавления шлака. После наведения шлаковой ванны нерасходуемый электрод извлекают из кристаллизатора, устанавливают в электрододержателе расходуемый электрод и начинают процесс ЭШП (рисунок 14).
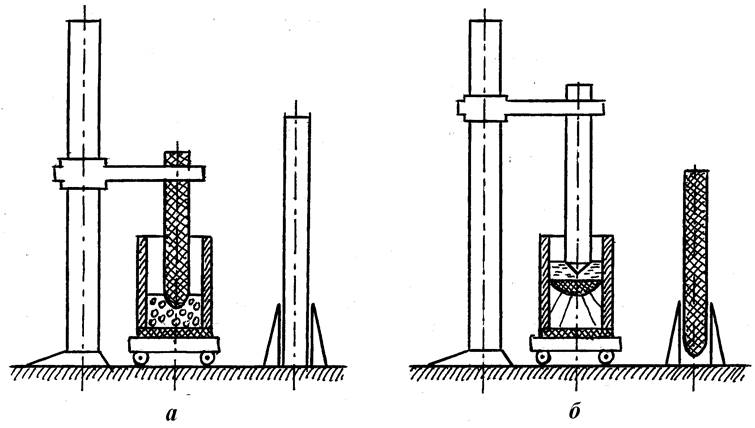
а, б – периоды расплавления шлака и собственно ЭШП
Рисунок 14 - Наведение шлаковой ванны нерасходуемым электродом
В этом случае улучшается качество металла в нижний части слитка, в результате чего донная обрезь уменьшается примерно в два раза. Однако длительность наведения шлаковой ванны остается прежней.
Жидкий старт. Наиболее совершенной является схема ЭШП на жидком старте, когда операция расплавления шлака проводится вне печи. Шлак расплавляют в отдельном агрегате - “тигле-ковше”, транспортируют к печи и заливают в кристаллизатор снизу, т.е. сифонным методом. Такой метод дает возможность производить заливку шлака при установленном в кристаллизаторе расходуемого электрода.
При заливке шлака через верх кристаллизатора на поверхности расходуемого электрода и на стенке кристаллизатора образуются настыли шлака, что отрицательно сказывается на дальнейшем процессе. По этой причине заливку шлака через верх не применяют.
Для осуществления сифонной заливки шлака в кристаллизаторы электрошлаковых печей используют специальные устройства, одно из них показано на рисунке 15.
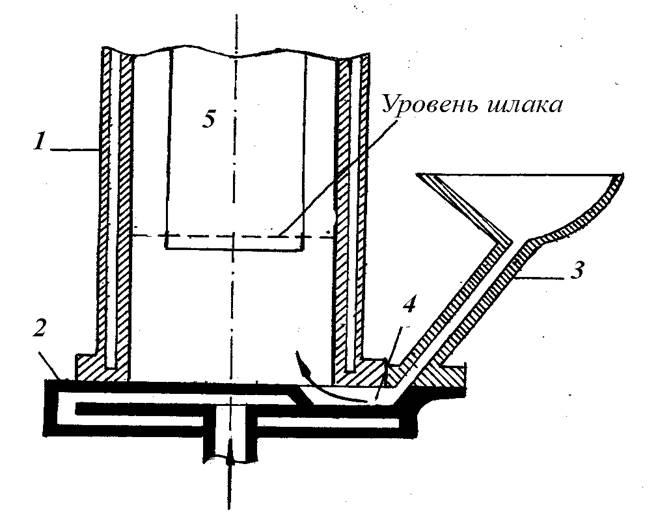
1 – кристаллизатор; 2 – поддон; 3 – сифонная приставка с приемным корытом; 4 – паз в поддоне; 5 – расходуемый электрод
Рисунок 15 – Устройство для сифонной заливки шлака в кристаллизатор электрошлаковой печи
Данное устройство состоит из поддона печи и стальной сифонной приставки, имеющей в верхней своей части приемную воронку. Особенностью поддона для сифонной заливки шлака является наличие в его верхней плите радиального паза, имеющего площадь поперечного сечения несколько большую, чем сечение канала в сифонной приставке. Устройство отличается предельной простотой. Оно не имеет футерованных частей и обеспечивает возможность быстрой подготовки к плавке и разборки после нее.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.