1. Коломийцев Ю. В. и др. Оптические приборы для измерения линейных и угловых величин в машиностроении. М.: Машиностроение, 1991. С. 148-152.
2. Куцеконь В. А., Шевченко-Грабский И. В. Расчет статических моментов и мёртвых ходов в кинематических цепях точных приборов. Л.: Машиностроение, 1993. С. 82-101.
Лабораторная работа № 10
Цель работы: ознакомиться с устройством и назначением синусной линейки, освоить составление наборов концевых мер, уяснить расчет конусности и высоты блока плиток и освоить технику замеров индикатором.
Синусная линейка применяется для измерения углов шаблонов, конусов и тому подобных инструментов и деталей (рис. 1). Она представляет собой стальную плиту с двумя креплениями к ней цилиндрическими роликами одинакового диаметра, расположенными на строго определенном расстоянии друг от друга (100 или 200 мм между осями роликов).
Плоскопараллельные концевые меры являются эталонами длины и служат для сравнения их размера с размерами изделий; с их помощью проверяются и градуируются измерительные инструменты и приборы, проверяются калибры. Они представляют собой плитки прямоугольного сечения с различными размерами между рабочими, боковыми сторонами, являющимися номинальными размерами плитки. Рабочие стороны плиток точно обработаны и доведены, чем достигается полное прилегание поверхностей двух составленных вместе плиток, и это обеспечивает «слипаемость» их и дает возможность соединять различные плитки в блок и получать, таким образом, любой заданный размер.
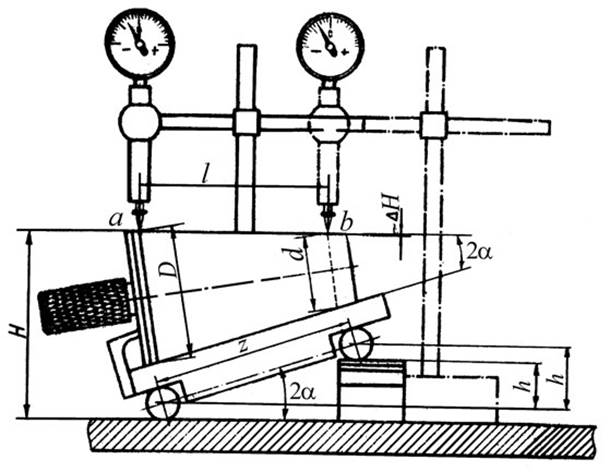
Рис. 1. Схема замеров на синусной линейке
Остальные размеры плиток: ширина – b = 9 мм; высота – h = 30 мм при номинальном размере до 10 мм и h = 35 мм при размерах свыше 10 мм. Рабочие измерительные поверхности плиток обработаны по 14а классу чистоты. При составлении блоков необходимо стремиться к тому, чтобы блок не содержал более 3-4 плиток. Для удобства подсчета набора плиток, входящих в блок, следует подбирать в первую очередь такие размеры, которые после вычитания из размера блока давали бы в остатке наименьшее количество знаков.
Пример: требуется составить размер 87,546 мм.
Размер блока 87,546 мм.
Размер 1-й плитки 1,006.
Остаток 86,54 мм.
Размер 2-й плитки 1,04.
Остаток 85,5.
Размер 3-й плитки 5,5.
Остаток и размер 4-й плитки 80 мм.
Согласно определению конусность
K
= (D − d)![]() lcosα,
(1) где lcosα - расстояние
между поперечными сечениями конуса, проходящими через точки а и b;
lcosα,
(1) где lcosα - расстояние
между поперечными сечениями конуса, проходящими через точки а и b;
D и d - диаметры поперечных сечений, проходящих через точки а и b.
По точкам, совпадающим с осями роликов, можно записать выражение для синуса 2α:
![]() sin2α= h z, где z - расстояние между
осями роликов; h - высота блока концевых мер.
sin2α= h z, где z - расстояние между
осями роликов; h - высота блока концевых мер.
![]() При малых углах α
конусного калибра (cosα≈1) можно записать sin2α≈ 2sinα
и 2sinα= h z .
При малых углах α
конусного калибра (cosα≈1) можно записать sin2α≈ 2sinα
и 2sinα= h z .
Тогда конусность К можно выразить:
![]()
![]() K = (D − d) (lcosα)
= sin2α= 2sinα= h z .
K = (D − d) (lcosα)
= sin2α= 2sinα= h z .
Если известна конусность К измеряемого калибра и расстояние z между осями роликов синусной линейки, то высота h блока концевых мер определяется формулой
h = Kz. (2)
Ошибка ∆К конусности калибра определяется дифференцированием выражения (1) по переменности d, D, l и α
![]() dd dD (D
− d dl) (D
− d tg)
α
dK = − + − 2 + 2 dα.
lcosα
lcosα l cosα lcos α
dd dD (D
− d dl) (D
− d tg)
α
dK = − + − 2 + 2 dα.
lcosα
lcosα l cosα lcos α
При малых углах α конуса Морзе можем принять tgαdα= 0.
При больших значениях длины l и малой ошибке измерения dl примем dl
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.