Для прямых измерений можно выделить несколько основных методов: метод непосредственной оценки, дифференциальный метод, нулевой метод и метод совпадений.
При косвенных измерениях широко применяется преобразование измеряемой величины в процессе измерений.
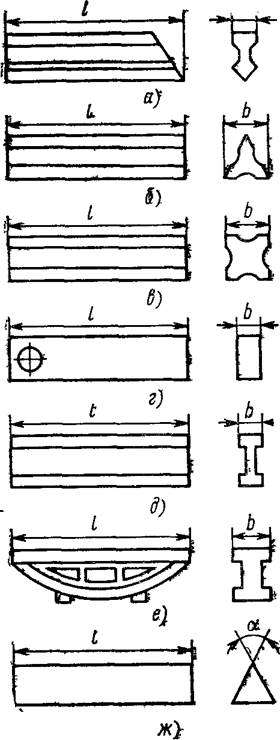 Рис. 7. Линейки проверочные
Рис. 7. Линейки проверочные
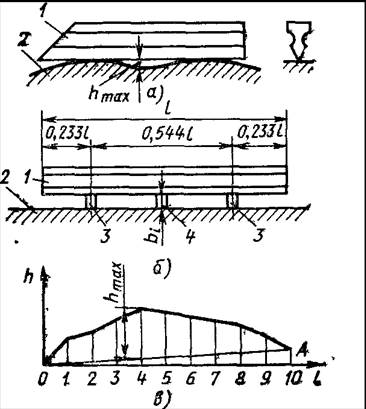
Рис. 8. Методы контроля
прямолинейности /
2.4. Шкальные средства для ручного измерения
Под названием “штангенинструмент” объединяется большая группа измерительных средств, предназначенных также для разметки линейных размеров. В основе их действия положен метод сравнения со штриховой мерой с ценой деления 1 мм. Отсчитывание десятых и сотых долей мм производится с помощью нониусов.
К штангенинструментам относятся штангенциркули, штангенглубиномеры, штангенрейсмусы. Величина отсчета по нониусу у нас в стране принята равной 0,1 и 0,05 мм. Основная погрешность штангенинструмента нормируется в пределах величины отсчета. Она складывается из погрешности показаний, неплоскостности и непрямолинейности измерительных поверхностей.
Штангенциркули предназначены для измерения наружных и внутренних размеров изделий. Они выпускаются четырех типов: ШЦ—I (рис. а);
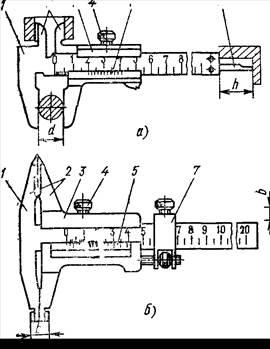 ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым
сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей:
штанга 1, измерительные губки 2, рамка 3, зажим рамки 4,
нониус 5, глубомерная линейка 6 и микрометрическая подача 7 для
установки на точный размер. При измерениях наружной стороной губок штангенциркулей
ШЦ—II размер Ь = 10 мм прибавляется к отчету.
ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым
сплавом); ШЦ—II (рис. б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей:
штанга 1, измерительные губки 2, рамка 3, зажим рамки 4,
нониус 5, глубомерная линейка 6 и микрометрическая подача 7 для
установки на точный размер. При измерениях наружной стороной губок штангенциркулей
ШЦ—II размер Ь = 10 мм прибавляется к отчету.
Погрешность измерения штангенинструментом в пределах до 500 мм при величине отсчета 0,05 составляет 0,1 мм, а при величине отсчета 0,1 - 0,2 мм. При измерении глубины еще больше. Основной причиной большой погрешности измерения является параллакс и нарушение принципа Аббе.
Параллакс - это видимое изменение относительного положения предметов вследствие перемещения глаза наблюдателя. Он возникает тогда, когда две шкалы расположены не в одной плоскости. Возникающая при этом абсолютная погрешность определяется выражением
δ=h⋅tgα
где h - расстояние между двумя плоскостями шкал; α - угол отклонения положения глаза наблюдателя от перпендикулярности. Для расстояния наилучшего зрения (250 мм) и наиболее распространенного отклонения положения глаза наблюдателя от перпендикулярности, равного 30 мм это выражение примет вид:
δ=0,12h.
Таким образом, если расстояние от верхней кромки нониуса до поверхности шкалы составляет 0,3 мм, то δ=0,036мм, и если h=0,2 мм, то δ=0,024мм.
Этот расчет показывает, почему не имеет смысл делать цену деления меньше 0,05 мм.
Принцип Аббе гласит, что минимальные погрешности измерения возникают, если контролируемый геометрический элемент и элемент сравнения находятся на одной линии - линии измерения. Принцип Аббе справедлив для поступательно перемещающихся звеньев. Его широко используют при выборе схем и конструирования СИ, при проектировании станков и т.д. Для штангенциркуля принцип Аббе частично нарушен, а для микрометра он соблюдается.
При соблюдении принципа Аббе возникают погрешности измерений второго порядка малости. Они возникают из-за перекоса штоков в опорах. Действительно следует, что
Δш=dп- d0= dп(1-cosα)=dп2sin2(α/2)= dпα2/2.
При частичном нарушении принципа Аббе, как в штангенциркуле, возникают погрешности первого порядка малости. Следует, что
Δ=htgα.
2.5 Микрометрические инструменты
К ним относятся микрометры, микрометрический глубиномер, микрометрический нутромер. В основе их действия положен метод сравнения со штриховой мерой с ценой деления 1 мм. Отличительной особенностью микрометров является то, что их корпус сделан в виде скобы, что является реализацией “двухточечной схемы измерения”. Идея двухточечной схемы измерения состоит в том, что деталь имеет множество размеров внутри определенного диапазона. Однако для обеспечения собираемости за размер детали принимают расстояние между двумя точками. При этом не всегда однозначно известен истинный размер измеряемой детали. Использование скобы также позволяет полностью соблюдать принцип Аббе.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.