T2
=0,16-0,072=0,088 мм (![]() по 8 квалитету
стандартное значение).
по 8 квалитету
стандартное значение).
Отклонение на звено А1 назначаем в пределах заданного поля допуска А1=200±0,036.
Определяем отклонение 
на А2: А2=160±0,042 при полном использовании допуска в Т04 и Т2 или А2=160±0,0315 при стандартном значении Т2.
Для второй размерной цепи известны: замыкающее звено А05=100±0,11 и увеличивающее А2=160±0,042, размер которого был определен из I размерной цепи.
Решая II размерную цепь находим:
T3 = T05- T2=0,22-0,084=0,136 мм
А3=60±0,068 при полном использовании допуска T05
При использовании стандартного значения Т2
А2=160±0,0315
T3
=0,22-0,063=0,157 для размера А3=60 мм ближайшее стандартное
значение ![]() , т.е. А3=60±0,06
, т.е. А3=60±0,06
Следует отметить, что торцевые поверхности, размеры которых получаются с точностью 8 квалитета следует обрабатывать шлифованием, что не всегда технически (требования чертежа) и экономически целесообразно. В дальнейшем будут приведены пути решения подобных проблем.
Пример 4. На вертикально-сверлильном станке производится зенкерование двух отверстий. Требуется выдержать размеры А2= 30-0,13 мм и А3 = 22-0,33 мм в партии заготовок.
Размер А1=40-0,1 мм уже выполнен (рис. 6, а). Настройка станка на глубину зенкерования производится по концевым мерам длины от опорной поверхности приспособления.
а б в г
Рис.8
Определить, какие размеры должны иметь концевые меры длины, если станок обеспечивает точность зенкерования по глубине (включая погрешность настройки) в пределах ±0,05 мм.
Для настройки станка на размер определим середину поля допуска размера А2=30-0,13. Это составляет 29,935 мм. В наборах концевых мер 3 и 4 классов точности, используемых в производственном процессе точность меры ограничивается вторым знаком после запятой, т.е. следует брать размер 29,93 или 29,94. Тогда с учетом погрешности настройки станка выполняемый размер будет в пределах А2max=29,93+0,05=29,98мм и A2min=29,93-0,05 = 28,88мм, что соответствует точности, заданной чертежом.
Для выполнения размера А3 = 22-0,33 мм следует вычислить размер А4 (рис. 8, г). Его величина может быть определена из размерной цепи, в которой замыкающим звеном является размер А3.
В соответствии с формулами (1, 3 и 4) А03 = А2 – А1 + А4,
откуда А4= А03- А2 + А1 =22 - 30 + 40 = 32 мм и далее
ESA03= ESA2 + ESA4 - ЕIА1,
EIA03= EIA2 + EIA4 - ЕSА1,
откуда
ESA4= ESA03- ESA2 + ЕIА1= 0 - 0 + (-0,1) = -0,1 мм;
ЕIА4 = ЕIА03 - ЕIА2 + ESAl = -0,33 + 0,13 + 0 = -0,2 мм.
Следовательно, А4 =![]()
Концевые меры следует собрать в размер х=31,85 мм. Тогда с учетом погрешности станка размер А4 будет получаться в пределах:
А4mах=31,85+0,05=31,9 мм; A4min = 31,85—0,05=31,8 мм;
при этом размер А3 окажется в пределах заданной чертежом точности.
2.2. Расчет операционного размера предшествующей операции
Определять
операционный размер предшествующей операции приходится в том случае, когда
окончательную обработку какой-то поверхности ведут от измерительной базы,
которая в дальнейшем сама подвергается обработке. Например, глубина шпоночного
паза на валике задана от наружной отшлифованной поверхности (Рис. 7а). Если
фрезеровать паз после шлифования наружной поверхности, то подобной задачи не
возникает. Но в целях сохранения валика от забоин часто шпоночные пазы
фрезеруют после обточки валов до их шлифования. Поэтому необходимо определить
такую глубину паза после обточки (![]() ), чтобы после
шлифования она сама собой оказалась в пределах заданной чертежом точности (
), чтобы после
шлифования она сама собой оказалась в пределах заданной чертежом точности (![]() ).
).
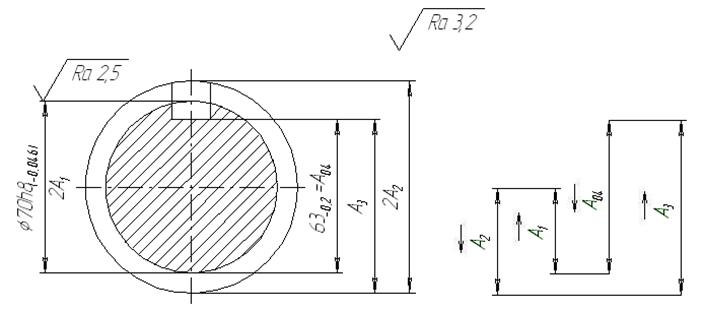
а б
Рис. 7
Иногда такого типа задачи возникают в результате закалки деталей.
Пример 1. Составляем
схему размерной цепи (рис. 7б). Размеры ![]() ;
; ![]() - соответственно радиусы шлифованного и
нешлифованного вала. Размеры
- соответственно радиусы шлифованного и
нешлифованного вала. Размеры ![]() и
и ![]() - увеличивающие;
- увеличивающие; ![]() -
уменьшающий.
-
уменьшающий.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.