3) из табл. 2 приложений принимается наименьшее значение припуска;
4) определяется наибольшее (или наименьшее) значение искомого операционного размера;
5) по табл. 3 приложений назначается экономически целесообразный допуск на операционный размер;
6) определяется второе предельное значение искомого операционного размера.
Если замыкающим звеном является чертежный размер или припуск, ограниченный по наименьшему и наибольшему значениям, то задача решается в следующей последовательности:
1) по формулам (5) и (6) составляются уравнения наименьшего и наибольшего значений замыкающего звена;
2) уравнения решаются относительно неизвестного операционного размера и определяются его наименьшее и наибольшее значения.
3.8.2. Расчет операционных размеров, когда припуск, являясь замыкающим звеном, ограничен только по наименьшему значению
При расчете операционных размеров большинство технологических размерных цепей имеет припуски, ограниченные только по наименьшему значению. Поэтому методику решения таких задач рассмотрим подробно.
Пример. Рассчитать линейные операционные размеры чугунной втулки (рис. 12). Втулка обрабатывается на двухцикловом шестишпиндельном токарном полуавтомате 1А24ОП-6. Заготовка – отливка в землю. Схема наладки станка представлена на рис. 11.
Рис. 11
|
№ позиции |
Содержание |
Операционный эскиз |
|
3 |
Зенкеровать отверстие (2); точить наружную поверхность 1 предварительно |
|
|
5 |
Точить наружную поверхность (4) окончательно; подрезать торец (5) в размер |
|
|
4 |
Подрезать торец (8) в размер точить наружную поверхность (7), выдержав размер расточить отверстие (9) начисто, выдержав размер |
|
|
6 |
Точить наружную поверхность (10) окончательно; снять фаску
(9); подрезать торец (11), выдержав размер |
|
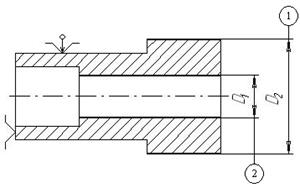
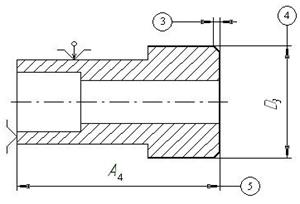
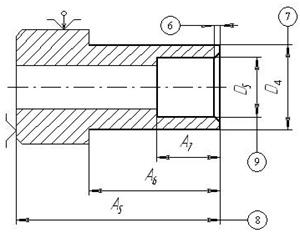
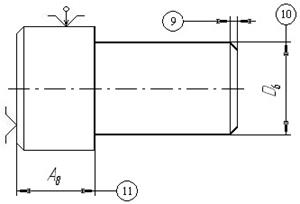
Составляем схему
припусков и операционных размеров (рис. 12). Размеры ![]() мм,
мм,![]() мм и
мм и ![]() мм заданы
чертежом. Требуется определить операционные размеры
мм заданы
чертежом. Требуется определить операционные размеры ![]() и
и ![]() , а также размеры заготовки
, а также размеры заготовки ![]() ,
, ![]() и
и ![]() .
.
В соответствии с формулой (1) напишем уравнения размерных цепей номинальных размеров:
1.![]()
2.![]()
3.![]()
4.![]()
5.![]()
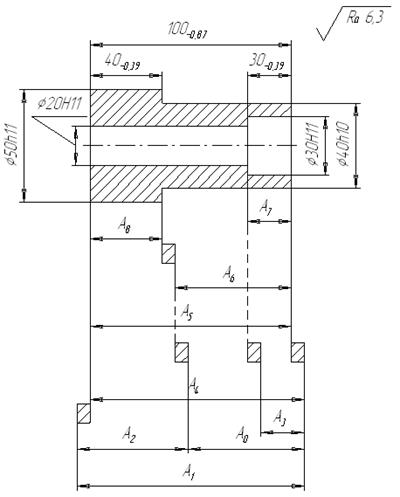
Рис. 12
Расчет произведем методом полной взаимозаменяемости. Как отмечалось, расчет ведется в направлении от готовой детали к заготовке.
Определяем размер А6. В соответствии с формулой (5):
![]() ,
,
откуда ![]() .
.
Наименьший припуск ![]() на чистовую подрезку после черновой по
табл. 2 приложений. Он равен 0,2 мм. Тогда
на чистовую подрезку после черновой по
табл. 2 приложений. Он равен 0,2 мм. Тогда ![]() мм.
мм.
Принимаем допуск на
размер ![]() по 12-му квалитету, т.е.
по 12-му квалитету, т.е. ![]() мм,
мм,
тогда ![]() мм.
мм.
Окончательно ![]() мм.
мм.
Заметим, что в расчетах участвует только наименьший припуск. В нашем примере он равен 0,2 мм. Если зачем-либо потребуется определить наибольший припуск, то он может быть вычислен по формуле (10):
![]() мм.
мм.
Определяем размер А4. В соответствии с формулой (5):
![]() ,
,
откуда ![]()
По табл. 2 приложений
под однократное подрезание торца 2 принимаем ![]() мм,
тогда
мм,
тогда ![]() мм.
мм.
Принимаем допуск на
размер ![]() по 14-му квалитету, т.е.
по 14-му квалитету, т.е. ![]() мм,
мм,
тогда ![]() мм.
мм.
Окончательно ![]() мм.
мм.
Определяем размер А1. В соответствии с формулой (5):
![]() ,
,
откуда ![]() .
.
Наименьший припуск ![]() мм, тогда
мм, тогда ![]() мм.
мм.
По табл. 4 приложений
принимаем допуск ![]() на размер
на размер ![]() равным 1,6 мм, тогда
равным 1,6 мм, тогда ![]() мм.
мм.
Таким образом, ![]() мм или, после округления,
мм или, после округления, ![]() мм.
мм.
Определяем размер А3. В соответствии с формулой (5):
![]() ,
,
откуда ![]() .
.
Поскольку ![]() мм,
то
мм,
то ![]() мм.
мм.
По табл. 4 приложений
принимаем допуск ![]() мм,
мм,
тогда ![]() мм.
мм.
Следовательно, ![]() мм или, после округления,
мм или, после округления, ![]() мм.
мм.
Определяем размер А2. Напишем уравнение номинальных размеров:
![]() .
.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.