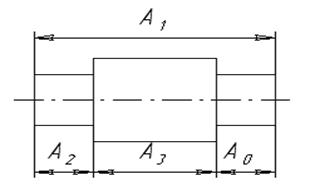
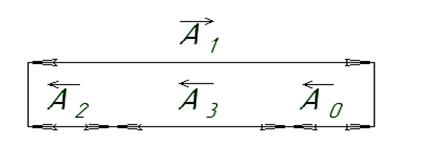
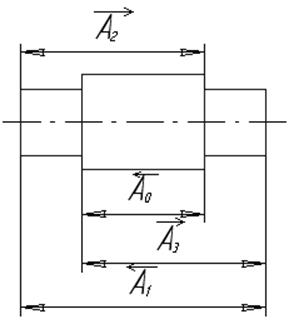
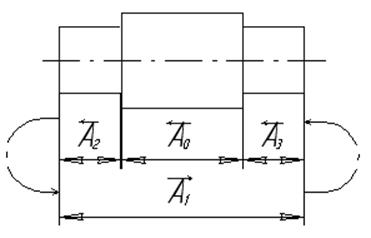
Технологические размерные цепи всегда относятся к одной детали. На чертеже (рис. 1,а) представлен вал с размерами А1, А2 и А3. Эти размеры будут выдерживаться при изготовлении партии валиков. Длина правой ступени не указана, так как для изготовления валиков она, не нужна. Но если почему-либо потребуется определить, какой может получиться длина этой ступени у различных валиков, то сделать это можно, составив и решив технологическую размерную цепь (рис. 1, б). Здесь А0— длина неизвестной ступени.
а б
Рис. 1.
Всякая размерная цепь состоит из замыкающего и составляющих звеньев. Замыкающим звеном (в нашем примере размер А0) называется размер, который в процессе обработки детали непосредственно не выполняется, а получается последним, сам собой, а величина и точность его зависят от величины и точности всех размеров цепи, называемых составляющими (А1, А2, А3).
Если известен размер замыкающего звена и определяются размеры составляющих звеньев, то замыкающее звено называют исходным.
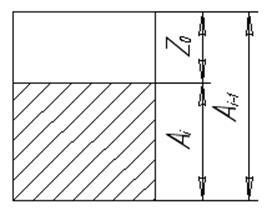
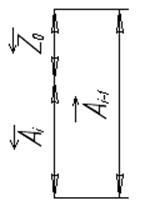
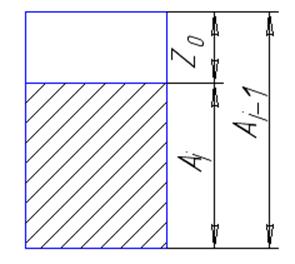
В технологических размерных цепях замыкающим звеном может быть не только конструкторский размер A0 (рис. 1), но и припуск на обработку Z0 (рис. 2, а, б). Здесь выполняемый размер Аi, предшествующий размер Аi-1 и припуск на обработку Z0 также образуют технологическую размерную цепь.
Составляющие звенья
подразделяются на увеличивающие и уменьшающие. Увеличивающими звеньями
называются такие, увеличение которых приводит к увеличению замыкающего звена(![]() ). Уменьшающими — такие, увеличение которых
приводит к уменьшению замыкающего звена(
). Уменьшающими — такие, увеличение которых
приводит к уменьшению замыкающего звена(![]() ). В
размерных цепях (рис. 1,б и 2,б) увеличивающими будут звенья А1 и Аi-1, а уменьшающими — А2, A3 и
Аi. В сложных размерных цепях увеличивающие и уменьшающие
звенья определяются при помощи направленных стрелок. Для этого нужно над
замыкающим звеном поставить стрелку, направление которой соответствует
уменьшающему звену (
). В
размерных цепях (рис. 1,б и 2,б) увеличивающими будут звенья А1 и Аi-1, а уменьшающими — А2, A3 и
Аi. В сложных размерных цепях увеличивающие и уменьшающие
звенья определяются при помощи направленных стрелок. Для этого нужно над
замыкающим звеном поставить стрелку, направление которой соответствует
уменьшающему звену (![]() ), а на далее, пользуясь методом
обхода по контуру, определить характер всех звеньев, входящих в размерную цепь (рис.
2в).
), а на далее, пользуясь методом
обхода по контуру, определить характер всех звеньев, входящих в размерную цепь (рис.
2в).
Например: при обработке вала в мелкосерийном производстве методом пробных проходов:
![]() -увеличивающее звено,
-увеличивающее звено, ![]() и
и ![]() -
уменьшающие звенья.
-
уменьшающие звенья.
Для того же вала при обработке в серийном и массовом производстве по упорам (рис. 2, г), от жесткой установочной базы:
 |
 |
||
а б
 |
в г
Рис.2
Расчет размерных цепей может производиться методами полной взаимозаменяемости (на максимум-минимум) и неполной взаимозаменяемости.
1.2. Расчет размерных цепей на максимум-минимум
В технологических размерных расчетах обычно встречаются линейные размерные цепи с параллельными звеньями. Расчет такого рода размерных цепей может производиться по следующим формулам:
-номинальный размер замыкающего звена равен разности сумм номинальных размеров увеличивающих и уменьшающих размеров составляющих звеньев:
![]() (или
(или
![]() ) =
) =  (1)
(1)
-допуск замыкающего звена равен арифметической сумме допусков составляющих звеньев:
|
№№ формул |
Расчетные формулы |
|
1 |
|
|
2 |
|
|
3 |
|
|
4 |
|
|
5 |
|
|
6 |
|
|
7 |
|
|
8 |
|
|
9 |
|
|
10 |
|
|
11 |
|
|
12 |
|
|
13 |
|
|
14 |
|
|
15 |
|
|
16 |
|
|
17 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.