 |
а б
а б
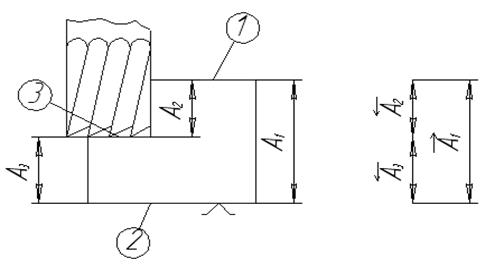
Рис.3
У партии деталей фрезеруется поверхность 3 (рис. 3,а). По конструктивным соображениям заданы размеры A1 с допуском T1 и А2 с допуском Т2. Если при этом в качестве базы для установки детали в приспособлении принять поверхность 2, то оказывается, что измерительная база 1, от которой задан размер до обрабатываемой поверхности, не совпадает с установочной 2. Для удобства обработки такой детали надо знать операционный размер А3 и допуск на него Т3. Причем размер А3 следует задать таким, чтобы при его выполнении размер А2 получился сам собой в пределах допуска, заданного чертежом. При этом размер А2 с операционного чертежа (в технологической карте) следует снять.
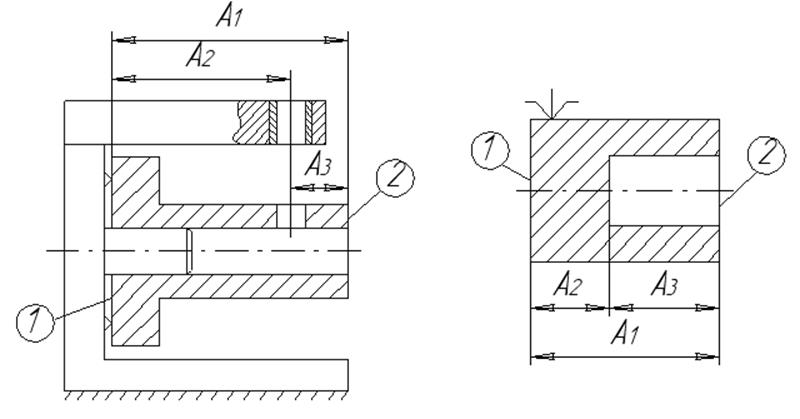
Аналогичные задачи возникают при несовпадении измерительной и установочной баз при сверлении поперечных отверстий в деталях типа втулок с фланцем (рис. 4). Чертежом задан размер А2. Следовательно, кондуктор надо строить так, чтобы опорой, определяющей положение втулки в осевом направлении, была поверхность 1, но при этом кондукторная плита окажется расположенной слишком высоко и направление сверла будет неудовлетворительным. Удобнее сделать опорной поверхность 2. Но тогда нужно назначить размер А3 и допуск на него с таким расчетом, чтобы при его выполнении размер А2 сам собой получился в пределах заданной чертежом точности.
Бывают случаи, когда технологический пересчет размеров приходится производить при обработке заготовок и на ненастроенных станках. Например, заготовка обрабатывается на токарном станке в трехкулачном патроне (рис. 5). Торец 1 и наружный диаметр уже обработаны. Требуется подрезать торец 2 в размер А1 и расточить глухое отверстие на такую глубину, чтобы толщина донышка оказалась равной размеру А2. Но непосредственно измерить толщину донышка в процессе обработки не представляется возможным. Поэтому следует определить размер А3 и допуск на него с таким расчетом, чтобы при его выполнении размер А2 сам собой получился в пределах точности, заданной чертежом.
 Во всех задачах подобного типа важно правильно установить
замыкающее звено. Напомним, что замыкающее звено непосредственно не выполняется;
выполняются другие размеры, а размер замыкающего звена при этом должен
получиться сам собой в пределах заданной чертежом точности.
Во всех задачах подобного типа важно правильно установить
замыкающее звено. Напомним, что замыкающее звено непосредственно не выполняется;
выполняются другие размеры, а размер замыкающего звена при этом должен
получиться сам собой в пределах заданной чертежом точности.
Рис.4 Рис.5
Пример 1. У детали (рис. 3, а) фрезеруется поверхность 3. Чертежом заданы размеры А1=100 ± 0,07 мм и А2=60+0,3 мм. Требуется определить операционный размер А3.
1. Составляем схему размерной цепи (рис. 3, б). Размер А2 — замыкающее звено,
А1 — увеличивающее и А3 — уменьшающие составляющие звенья.
2. По формуле (1) определяем номинальный размер звена А3:
А02= А1 - А3, откуда А3 = А1- А02 = 100 - 60 = 40 мм.
3. По формуле (2) определяем допуск на звено А3:
Т02= Т1 + Т3откуда Т3=Т02-Т1 =0,3 - 0,14 =0,16 мм. Выполнять размер А3 с допуском 0,16 мм вполне возможно.
4. По формулам (3) и (4) определяем предельные отклонения размера А3:
ESA02= ESA1 - ЕIА3 и ЕIА02= EIA1 - ЕSА3,
откуда ЕIА3= ESA1 – ЕSА02=0,07-0,3=-0,23 мм;
ЕSА3= EIA1 - ЕIА3= -0,07-0= -0,07 мм.
Следовательно, А3 =![]()
Сделаем проверку правильности решения. Если из верхнего отклонения вычесть нижнее, то должен получиться допуск звена А3= -0,07-(-0,23)=0,16 мм. Следовательно, задача решена правильно.
Заметим, что пересчет технологических размеров рассмотренным методом возможен в случаях, когда допуск замыкающего звена А2 больше допуска составляющего звена А1, и их разность, определяющая допуск на звено А3, не меньше экономической точности принятого метода обработки. Если допуск на звено А2 меньше допуска на звено А1 или равен ему, или разница допусков А2 и A1 выходит за пределы экономической точности обработки, то рассматриваемую задачу можно решить одним из следующих путей:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.