3. Погрешность базирования по размерам А2 и А3 заданным от правого торца вала, также может быть исключена путем одновременной (или последовательной) обработки торцов 1, 2 и 3 за одну установку заготовки на станке (рис. 25,в). Для возможности подрезки правого торца предусмотрены центровые отверстия с увеличенной защитной фаской.
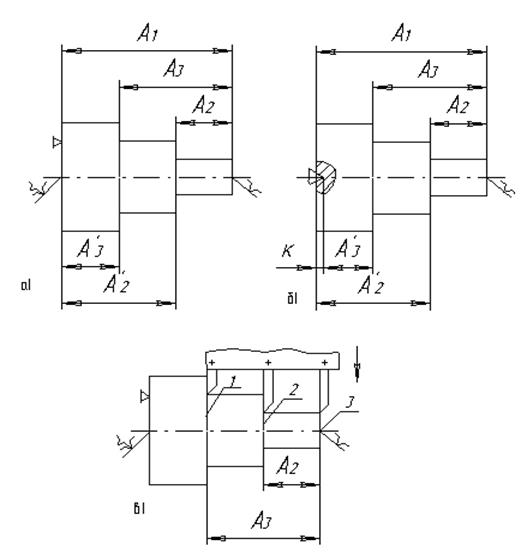
Рис. 25
4.2. Способы простановки размеров
4.2.1. Простановка размеров на чертеже детали
При выполнении рабочих чертежей деталей, изготовляемых отливкой, штамповкой или ковкой с последующей обработкой поверхностей, размерами должны связываться необрабатываемые поверхности с необрабатываемыми, а обрабатываемые с обрабатываемыми и только по одному размеру по каждому координатному направлению следует задать от обрабатываемой поверхности до необрабатываемой. Последние, принимаются в качестве базовых на первой операции.
Неправильная простановка размеров представлена на рис. 26, б. На первой операции поверхность 4 принимается за базу и от нее подрезается поверхность 5 в размер А1. На второй операции базой является поверхность 5, от которой подрезается поверхность 1 в размер А2. Но от обработанных поверхностей заданы еще размеры А5 и А6. Последние два размера при механической обработке получаются косвенным путем; следовательно, они являются замыкающими звеньями размерных цепей:
А5=А1+А4-Аз и А6=А2-А1-А4.В соответствии с формулой (2) определим допуски размеров А5 и А6:
Т5 =Т1+Т4+Т3= 0,52+1,60+1,00 =3,12 мм и
Т6 =Т2 + Т1 +Т4 =0,63 + 0,52 + 1,60 = 2,75 мм.
В обоих случаях размеры A5 и А6 могут выходить за пределы установленных полей допусков; в первом случае на 3,12 - 0,87 = 2,25 мм, во втором - на 2,75 - 0,30 = 2,55 мм.
Поскольку размеры А5 и А6 заданы на чертеже от обрабатываемых поверхностей, контролер механического цеха будет их проверять, и обнаружив, что они выходят за пределы допусков, потребует забракования таких деталей. Таким образом, рабочие механического цеха окажутся без вины виноватыми.
Ничего подобного не случится, если размеры заданы следующим образом (рис.26, а). От необрабатываемой поверхности 4 задан размер А1 до поверхности 5, которая подлежит обработке и от нее задан размер А2 для обработки поверхности 1. Необрабатываемые поверхности 2, 3 и 4 связаны между собой размерами А3 и А4 В этом случае размеры А3 и А4 будут выполняться и проверяться в литейном цехе, а размеры А1 и А2 - в механическом. Таким образом, рабочие механического цеха будут ответственны только за размеры А1 и А2, которые они выполняют.
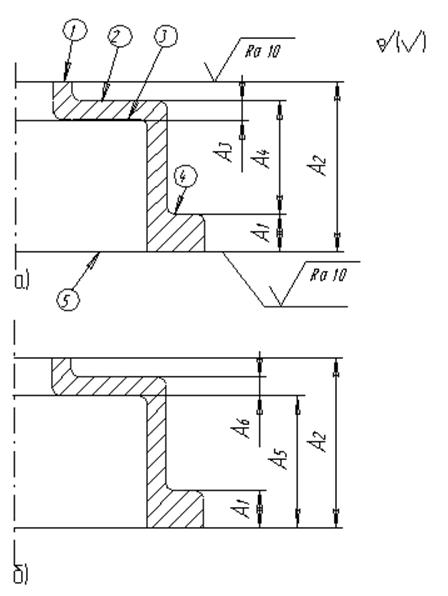 |
А1=24-0,52; А2=128-0,63;
А3=6±0,6; А4=100±0,7;
А5=118±0,435; А6=4±0,15.
4.2.2. Простановка размеров на чертеже заготовки
Все линейные размеры поковок должны задаваться координатным методом, от поверхности, которая на первой операции принимается в качестве базовой (рис. 27). При этом в технологические размерные цепи будет входить не более одного размера заготовки, что повышает точность расчетов. Если по какой-либо причине некоторые размеры заготовки неудобно назначать от принятой базы, то их следует задавать от поверхности, связанной с базой наименьшим количеством размеров.
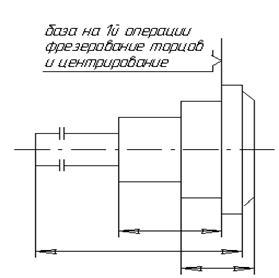
Рис. 27
Приведенное правило целесообразно распространить на все виды заготовок.
4.2.3. Простановка операционных размеров при механической обработке
Для обработки каждой поверхности следует назначать только один размер и в операционной карте записать, например, так: «Подрезать торец в размер A1». Между тем, в заводских операционных картах часто встречается запись такого рода: «Подрезать торец в размер A1, одновременно выдержать размер А2 (иногда еще и А3)». При этом размер А2 непосредственно не выполняется, а получается косвенным путем. Размер А3 может быть или промежуточным, назначенный технологом, или конструкторским. В первом случае размер А2 всегда лишний и назначается технологом для страховки. Во втором случае писать, что размер А2 должен быть выдержан одновременно с размером А1 нельзя. Подрезая торец в размер А1, влиять на размер А2 при обработке на настроенном станке невозможно. Если размер А2 конструкторский, то нужно так рассчитать операционные размеры, чтобы он сам собой (автоматически) получился в пределах точности, заданной чертежом. Чтобы не пропустить брака по размеру А2 при выполнении данной операции, можно записать, например, так: «Подрезать торец в размер A1, проверить выполнение размера А2».
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.