Варіант 1. Печатна плата і магазин з компонентами нерухомі. Стрічки з компонентами можуть переміщуватись тільки у напрямі Х (рис. 6. 12).
 Компоненти захоплюються монтажною головкою з
необхідної позиції живильника і установлюються на посадочне місце. Монтажна
головка переміщується за всіма напрямками (X, Y, Z) і навколо
своєї осі, що дозволяє їй за заданою програмою вибрати необхідний елемент з
живильника і встановлювати його в будь-яку точку на печатній платі. Автомати,
що працюють за такою схемою,
Компоненти захоплюються монтажною головкою з
необхідної позиції живильника і установлюються на посадочне місце. Монтажна
головка переміщується за всіма напрямками (X, Y, Z) і навколо
своєї осі, що дозволяє їй за заданою програмою вибрати необхідний елемент з
живильника і встановлювати його в будь-яку точку на печатній платі. Автомати,
що працюють за такою схемою,
![]()
![]()
![]()
![]()
![]()
![]()

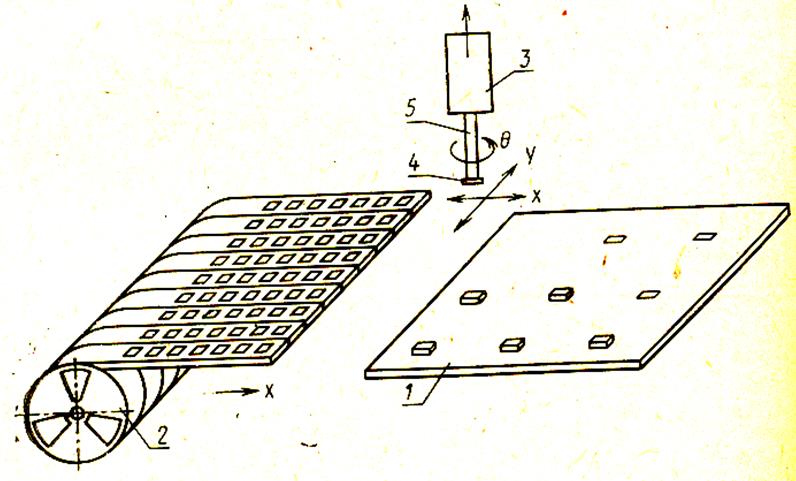
Рисунок 6.12 – Схема автомата-установника послідовного типу: 1 – печатна плата; 2 – котушки з упакованими компонентами; 3 – монтажна головка; 4 – установлюваний компонент; 5 – вакуумне захоплення
|
Автомат-установник FM-760 фірми Zevatech (США) може встановлювати усі види мікросхем.
Автомат-установник Optimat фірми DIMA (Нідерланди) має шість автоматично змінюваних вакуумних насадок. Продуктивність автомата становить 2 тис. елементів за годину.
Характеристики автоматів-установників фірми Samsung наведено у Додатку Ж.
Автомат-установник GEM TOPAZ фірми Assembleon (Philips, Нідерланди) забезпечує точне і швидке центрування компонентів під час їх транспортування до встановлювальної позиції на платі. Установлювальні головки з комплектом змінних вакуумних насадок працюють з великою номенклатурою компонентів (СНIP, SOT, SOD, MELF, SOP, PLCC, BGA, SOI, TSOP, перемикачі, з’єднувачі та ін.), що поставляються в стрічці, касетах або матричних піддонах. Максимальна кількість типономіналів – 100, максимальна продуктивність – до 12500 компонентів за годину.
Автомат-установник TOPAZ-X (модифікація автомата GEM TOPAZ) продуктивністю до 18000 компонентів за годину має додаткові блоки швидкої зміни живильників, живильник з матричних піддонів для 120 типів мікросхем.
![]() Варіант 2. Цей варіант виконання автомата-установника
характеризується використанням блоку головок (до 30) і декількох печатних плат
(рис. 6.13).
Варіант 2. Цей варіант виконання автомата-установника
характеризується використанням блоку головок (до 30) і декількох печатних плат
(рис. 6.13).
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
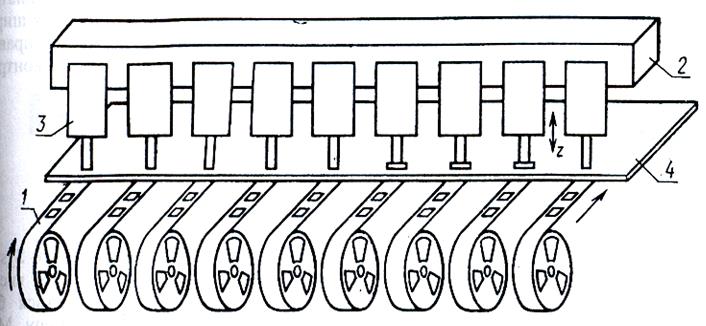
Рисунок 6.13 – Схема автомата з блоком монтажних головок: 1 – стрічка з елементами; 2 – блок монтажних головок; 3 – монтажні головки; 4 – печатна плата
|
Прикладом такого розроблення є автомат-установник компонентів FMC фірми Assembleon (Philips), який має до 16 незалежних встановлювальних головок, орієнтованих на роботу з широкою номенклатурою компонентів. Продуктивність автомата – до 9600 компонентів за годину. Автомат установлює будь-які компоненти, що поставляються у стрічці (CHIP 0402 – 2518, SOT, SOD, MELF, SOIC 8 – 28). Максимальна кількість типономіналів – 96.
Варіант 3. Роторна схема побудови автоматів останніми роками знаходить усе більше застосування в конструкціях високопро-дуктивних автоматів-установників. У цій схемі використовується блок монтажних головок, які по колу переміщаються з однієї позиції на іншу. Місце установки компонента позиціонується координатним столом. Розрізняють автомати з поворотом ротора навколо вертикальної і горизонтальної осей. Схему автомата-установника роторного типу з обертанням ротора навколо горизонтальної осі зображено на
рис. 6. 14. Схема автомата типу Onserter 4712B фірми Universal Instruments (Німеччина) має револьверну головку з чотирма захватами – вакуумними пінцетами і чотирма робочими позиціями через 900. Упаковані у стрічку компоненти розміщують на бобінах, які встановлюють у карусель, що обертається навколо вертикальної осі.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
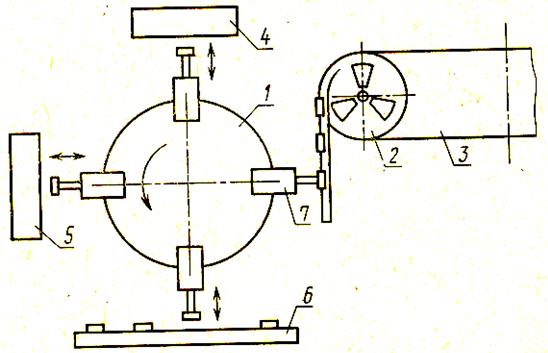
Рисунок 6.14 – Конструктивна схема складального автомата з револьверною головкою: 1 – револьверна головка; 2 – бобіна з упакованими у стрічку КМП; 3 – карусель з бобінами; 4 – вузол контролю електричних параметрів КМП; 5 – вузол позиціонування КМП; 6 – печатна плата на двокоординатному столі
|
У автоматах типу CPII фірми Fuji (Японія) та інших число захоплювачів збільшено до дванадцяти, що значно підвищує продуктивність до 14 тис. компонентів за годину. Максимальне число типономіналів – 100.
Щоб установлені на плату IMC і EPE не випали або не змістились зі своїх місць при подальшому транспортуванні, необхідно їх зафіксувати на поверхні ПП. На рис. 6.15 показано декілька способів фіксування.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.