Расположение склада металла и заготовительного отделения со складом заготовок по отношению к штамповочным отделениям должно обеспечивать минимальное количество перевалок и наименьшую протяженность потоков заготовок.
Склады штампов целесообразно размещать в зонах, максимально приближенных к отделениям штамповки. При этом, чтобы избежать перевалочных операций можно было бы подавать к прессам мостовыми кранами, обслуживающими соответствующие пролеты, склады штампов следует по возможности размещать за линиями прессов в тех пролетах, в которых они будут использованы [1, стр.275].
Рис. 7. Схематичный компоновочный план цеха листовой штамповки
крупносерийного производства кузовных деталей легкового автомобиля:
1 – склад металла, 2 – заготовительное отделение, 3 – склад заготовок,
4 – штамповочное отделение, 5 – склад штампов, 6 – склад готовых деталей,
7 – вспомогательные службы и трансформаторные подстанции,
8 – служебно–бытовые помещения
Резервная площадь для расширения цеха находится справа, так как это не потребует сноса соседних зданий или бытовых помещений.
Планировка цеха должна обеспечивать наиболее удобные условия для работы и экономного использования площади цеха. Одним из общих принципов планирования цехов листовой штамповки является принцип поточного движения заготовок и полуфабрикатов в процессе обработки. Работа потоком дает ряд ощутимых преимуществ, таких, как: отсутствие межоперационных заделов и площадей для их хранения, возможность механизирования или автоматизирования технологического процесса, повышение безопасности работ и т.д.
Заготовительное отделение располагается в двух пролетах шириной 24м. На его площади размещается железнодорожный путь с разгрузочной площадкой, склад металла, основное оборудование для получения заготовок, склад заготовок, часть резервной площади.
Нарезанные заготовки из заготовительного отделения подаются к штамповочным линиям при помощи механизированных тележек. Движение грузов по заготовительному отделению осуществляется мостовыми кранами, передача грузов с одного пролета на другой осуществляется механизированными тележками.
Параметры заготовительного отделения и складов металла цеха листовой штамповки приведены в таблице 6.4.
Таблица 6.4.
Параметры заготовительного отделения и складов металла цеха листовой штамповки [1, стр. 290]
|
Наименование |
Обозначение (см. рис. 2) |
Размеры, м |
|
|
Железнодорожный путь и разгрузочная площадка |
w |
10 |
|
|
Склад металла |
W1 |
16 |
|
|
Проезды |
W2 |
4 |
|
|
Заготовительное отделение |
W3 |
12 |
|
|
Склад заготовок |
W4 |
6 |
|
|
Расстояние между штабелями металла при погрузке и транспортировании: |
мостовым краном |
a |
1 |
|
погрузчиком |
Ь |
2,5 |
|
На рис. 8 показаны, а в таблице 6.4 приведены размеры (ширина) заготовительного отделения, складов металла и заготовок, проездов и железнодорожного пути с отделения, складов металла и заготовок, проездов и железнодорожного пути с разгрузочной площадкой при размещении в двух поперечных пролетах.
Ввиду того, что производство цеха крупносерийное, в нем все поточные линии располагаются фронтально вдоль пролета на траншейных фундаментах. В линии обычно 6–8 прессов. При таком расположении оборудования количество деталей, закрепленных за линией, может быть больше, так как штампуемые детали имею различное число операций и на линии одновременно могут изготавливаться несколько деталей.
Рис. 8. Размещение заготовительного отделения и складов металла и заготовок в поперечных пролетах цеха листовой штамповки.
При разработке планировки цеха должны быть предусмотрены проезды и проходы, обеспечивающие беспрепятственное перемещение грузов и безопасное движение людей (см. рис.9).
Таблица 6.5
Ширина цеховых проездов и проходов и их расстояние от элементов здания и оборудования [1, стр. 288]
|
Наименование |
Обозначение (см. рис. 3) |
Размеры, м |
|
|
Главные (магистральные) |
цеховые проезды |
|
6 |
|
Проезды между линиями |
крупных прессов |
|
5 |
|
средних прессов |
|
3 |
|
|
Проезды между отделениями и участками |
– |
4 |
|
|
Проход в цехе для людей |
– |
2 |
|
|
Расстояние от границы проезда до элементов здания |
а |
0,3 |
|
|
Расстояние от границы проезда до оборудования |
г |
0,5 |
|
24000
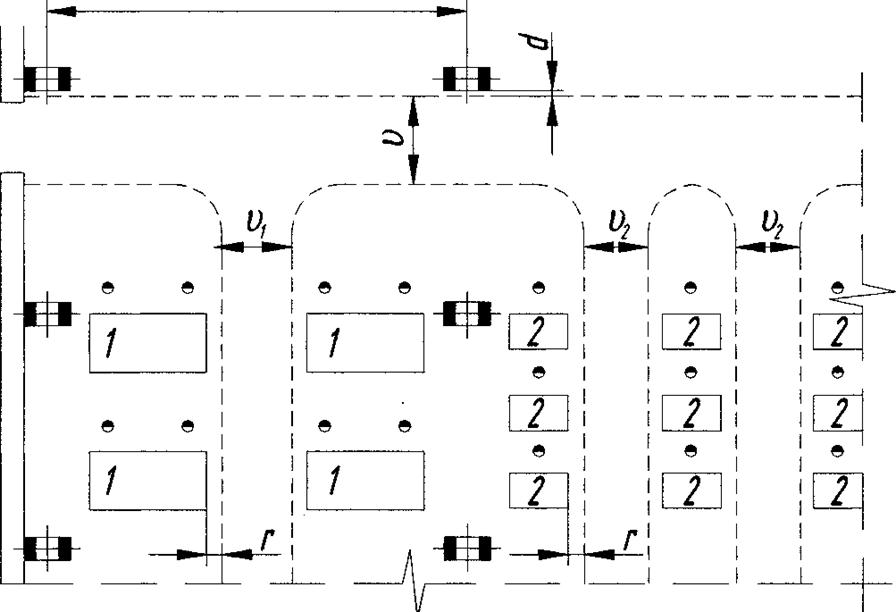
Рис. 9. Цеховые проезды и проходы: 1 – крупные пресса, 2 – средние пресса.
Таблица 6.6.
Размеры пролетов и грузоподъемность кранового оборудования для цехов листовой штамповки [1, стр. 272]
|
Цех или отделения |
Ширина пролета, м |
Высота пролета от пола до головки рельса подкранового пути, м |
Грузоподъемность мостовых кранов или подвесных кран–балок, т |
|
Крупной штамповки |
24 |
12,85 |
50/10 |
|
Средней штамповки |
24 |
9,65 |
20/5 |
|
Заготовительное отделение с линиями для разрезки рулонов |
24 |
12,85 |
50/10 |
В проектируемом цехе принимается двухрядное последовательное расположение для крупных прессов (см. рис.10) и трехрядное последовательное для средних прессов (см. рис.11).
Таблица 6.7.
Расстояние между прессами, прессами и элементами здания и проездами для пролетов шириной 24м [1, стр. 285]
|
Наименование |
Усилие, МН |
Длина стола, м |
Расположение |
Разме |
ры, м |
||
|
А |
а1 |
Г |
Ж |
||||
|
Пресса простого и двойного действия |
4.. .15 |
2,8... 4,5 |
Последовательное (рис.10) |
7 |
14 |
5 |
6 |
|
3...8 |
1,5. ..2,5 |
Последовательное (рис.11) |
4 |
8,5 |
4 |
6 |
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.