Прочность гладкого края после ЛУТ примерно одинакова и составляет 0,84-0.93 кгс.
1.2.Оптимизация режимов упрочнения. Получение образцов. Измерение прочности после упрочнения.
Предварительно уже настроена лазерная установка и преступаем к упрочнению.
При упрочнении используется такая же лазерная установка , что и при резке стекла с помощью лазерного термораскалывания.
Виды упрочнений:
– Торец кромки ЛУТ
– Обе кромки ЛУТ
– Фаска обычная
– Фаска упрочненная
Торец кромки ЛУТ
Требуется установить заготовку рисунок 1.4.Настроить пятно лазерного излучения с помощью юстировки фокуса объектива, настроить правильный водяно-воздушный поток .Опытным путем подбираем :
- мощность излучения:
- скорость закаливания:
- водяной и воздушный поток;
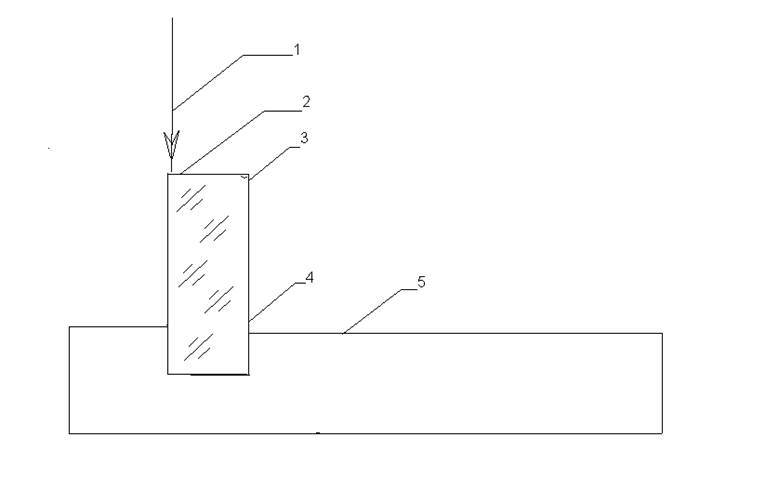
Рисунок 1.4 Принципиальная схема процесса упрочнения торца кромкигладкого края стекла
1.Лазерное излучение.
2.Гладкий край стекла.
3.Край со стороны реза ЛУТ.
4.Пластина из стекла.
5.Координатный столик.
Далее на экспериментальной лазерной установке нарезал образцы с разными скоростями и различной мощностью лазера (каждых по 10 образцов),изменил прочность и вписал значения в «таблицу 1.3.».
Таблица 1.3. Торец кромки ЛУТ
|
Торец кромки ЛУТ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Обе кромки ЛУТ.
Выполняется так же как и резка ЛУТ . Сначала режем одну сторону и не отделяя образец, переворачивает стекло, наносим дефект сапфировой палочкой и снова режем как показано на рисунке 1.5. Только после этого отделяем пластину .
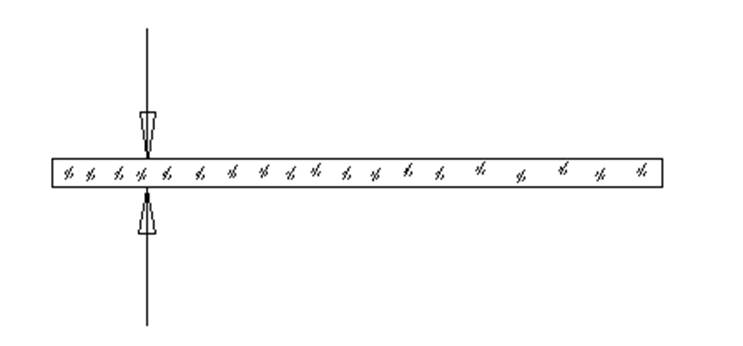
Рисунок 1.5 ЛУТ обеих сторон.
Полученные данные заносим в «таблицу 1.4.».
Таблица 1.4. Прочность после двухсторонней резки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.