При упрочнении торца стекла были подобраны режимы и параметры, соответствующие высоким прочностным характеристикам и показаны на графике , изображенном на рисунке 1.10. Наилучшие условия для резки при 100ваттах и скорости 400 мм/сек.
Рисунок 1.10.График зависимости прочности от скорости при разных мощностях торца кромки.
Далее в целях исследования провел двухстороннюю резку и получил очень хорошие показатели прочности. Показал их на графике, изображенном на рисунке 1.11.
Наилучшие условия упрочнения торца кромки оптимизируются при мощности 30 ватт и скорости 350 мм/сек .
Рисунок 1.11.График зависимости прочности от скорости при разных мощностях двухсторонней резки стекла .
Оптимальный режим для двухстороннего реза мощность 100 ватт и скорость 400 миллиметров в секунду. Стекло хорошо разламывается и дает хорошую, одинаковую по величине, прочность.
Для снятия фаски используется меньшая скорость реза, так как стружка отделяется в процессе выработки. Режимы показаны на рисунке 1.12.
Рисунок 1.12.График зависимости прочности от скорости при разных мощностях для снятия фаски .
Для снятия фаски характерна высокая мощность лазера и скорости 250 мм/сек.
Чтобы повысить прочностные свойства стекла с фаской упрочняем кромку.
Данные показаны на рисунке 1.13.
Рисунок 1.1.График зависимости прочности от скорости при разных мощностях для упрочнения фаски .
Оптимальный режим упрочнения фаски – мощность лазера 100 ватт и скорость 300 мм/сек.
Более подробная информация о лазерной установке и методах измерения прочности рассказывается в следующем специальном разделе.
2.1 Оборудование для упрочнения стекла
Для резки и упрочнения применялась лазерная установка с летающей оптикой, которая упрощает работу со стеклом, так как оно не двигается , а перемещается лазерный пучок.
Состоит из лазера 1 мощностью 100 ватт, который закреплен на станине 2. Перед запуском лазера открываем вентили сжатого воздуха и протока воды. Затем включаем питание лазера и запускаем его нажав кнопку «ПУСК»

Рисунок 2.1. Блок управления лазера и температуры стола
После включения лазера, когда затвор 3 закрыт излучение, отражаясь от него, поглощается в теплопоглотителе 5. Когда затвор 3 открывается лазерный пучок , отражаясь от зеркал 4 и 7 , фокусируется объективом и создает пучок вида .изображенного на рисунке 2.3.
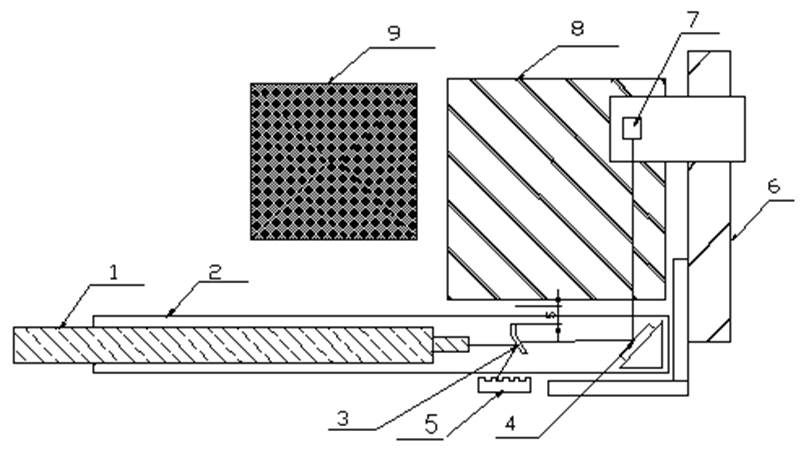
Рисунок 2.2. Схема лазерной установки.
1. СО2 лазер
2. Станина-швейлер
3. Затвор
4. Регулируемое зеркало
5. Теплопоглатитель
6. Однокоординатный двигатель
7. Модуль, состоящий из зеркала, объектива и форсунки
8. подогреваемый столик
9. Блок управления лазера и температуры стола

Рисунок 2.3 Отпечатки лазерного пучка, сфокусированный на столике.
Однокоординатный Х-привод.
Технические характеристики:
Внешний диаметр и высота, mm 130 x 25
Период мотора, Tz 10
Воздушный зазор, микрон 15
Масса, kg 0,75
Расход сжатого воздуха, litr/min 10
Номинальный ток /фазу, А 3
сопротивление/фазу, Ohm 3,5
Номинальный момент , Nm 1,3
Повторяемость (open loop) 30" Максимальная скорость, rad/s 12
Максимальное ускорение, rad/s2 1000
Точность позиционирования 1'
Разрешение 20"
Момент инерции ротора, kg .m2 1.04 x 10-2
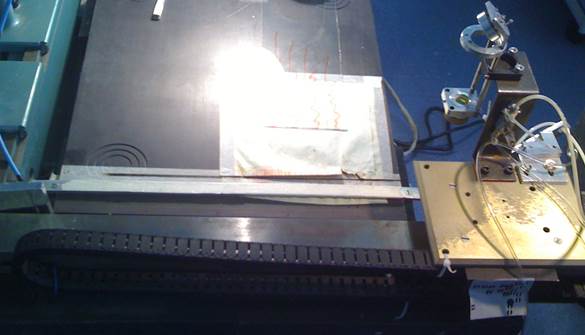
Рисунок 2.4. Однокоординатный
Х-привод.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.