У зв'язку із цим нормами встановлені відстані між верстатами, будівельними елементами й транспортними пристроями. Залежно від габаритів верстатів ці норми можуть коливатися.
Розташування верстатів залежить від форми організації виробництва (потокова або непотокова). Непотокова форма - ефективна при великій номенклатурі з невеликим обсягом випуску. Вона характерна для одиничного й дрібносерійного виробництва.
Первинною структурною ланкою цеху із цією формою організації є ділянка, що поєднує верстати одного типу (можливо різних розмірів) - ділянка токарських верстатів, ділянка фрезерних верстатів і т.д. Це форма організації називається по видах устаткування
Предметна форма організації характерна для серійного виробництва. У цьому випадку верстати різних типів розташовуються в послідовності технологічних операцій для декількох деталей, що вимагають однакового порядку обробки (наприклад, ділянка виготовлення шпинделів для шліфувальних верстатів різних габаритів).
У тому випадку, коли обробка деталей виробляється повністю на даній ділянці, його називають предметно-замкнутим.
Обробка деталей на верстатах кожної групи й передача на наступну групу верстатів здійснюється партіями. У серійному виробництві також широко використається перемінно-потокова форма. Верстати розташовуються в послідовності технологічних операцій, установленої для деталей, які обробляються на даній лінії. Деталі кожної партії відрізняються розмірами або конструкцією, але ці розходження дозволяють їх обробляти на тому самому встаткуванні. Час виконання операцій для кожної партії погодиться таким чином, що дозволяє здійснити безперервну передачу деталей з верстата на верстат. При цьому використаються переналагоджувані й непереналагоджувані групові потокові лінії.
Тільки масовому виробництву властива форма - безперервна потокова лінія. Верстати розташовуються в порядку технологічного процесу, здійснюється повна синхронізація операцій, тобто час виконання кожної операції кратний або дорівнює такту. Планування устаткування в потоковому виробництві можуть мати кілька варіантів:
·
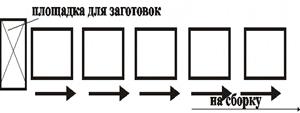
![]() пряма однорядна потокова лінія для однієї або
декількох деталей (рисунок 7);
пряма однорядна потокова лінія для однієї або
декількох деталей (рисунок 7);
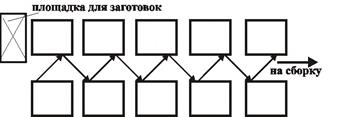
· пряма дворядна потокова лінія (рисунок 8);
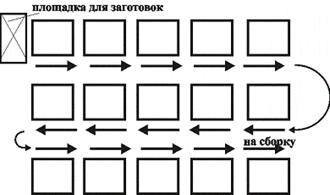
· зиґзаґоподібна потокова лінія з 3-мя однобічними рядами верстатів (рисунок 9);
· зиґзаґоподібна потокова лінія з одним двостороннім і двома однобічними рядами верстатів (рисунок 10).
Можливі й ін. варіанти. Вибір варіанта залежить від числа верстатів, їхніх габаритів, довжини прольоту. Найважливіша умова: шлях деталі повинен бути найкоротшим.
|
рис.7. |
рис.8. |
|
рис.9. |
|
При плануванні також необхідно витримувати умову, щоб подача заготівель і вихід готових деталей (на зборку) вироблявся в протилежні проїзди.
Транспортування деталей
1 Найпростішим пристроєм є рухлива тара ящикового або свічкового типу - зварена конструкція на чотирьох ковзанках, що переміщається самим робітником від верстата до верстата.
Недолік - витрата фізичних зусиль і захаращення.
2 Сковзала або скати засновані використання гравітаційного принципу дії. Зменшуються заділи (незавершене виробництво). Ухил 1:10; 1:15. Захаращують площу. Довговічні, дешеві. Для дрібних деталей можуть використатися лотки, (жолоба).
3 Для великих деталей
або дрібних і середніх деталей на піддонах можуть використатися приводні й
неприводні рольганги. Для деталей вагою до 2000 Н ![]() зусилля штовхання 40 -60 Н. Мають відкидні
секції для проходу. У них можуть вбудовуватися поворотні столи й перекидаючі
секції для кантування деталей.
зусилля штовхання 40 -60 Н. Мають відкидні
секції для проходу. У них можуть вбудовуватися поворотні столи й перекидаючі
секції для кантування деталей.
4 Підвісні приводні й неприводні конвеєри локального типу.
Оброблювані деталі укладаються на етажерочні підвіски. Рух здійснюється c допомогою розбірного ланцюга від електродвигуна через редуктор.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
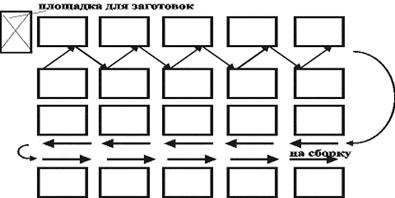 . Рис.10
. Рис.10