11 - верхнтй торец детали. Является свободной поверхностью;
12 - облегчает сборку;
13 - вспомогательная конструкторская двойная направляющая база, с её помощью осуществляется базирование анодного узла;
14 - облегчает сборку;
15 - вспомогательная конструкторская установочная база для крепления анодного узла;
16 - свободная поверхность;
17 - с её помощью осуществляется крепление анодного узла;
18 - свободная поверхность, с её помощью осуществляется подъём источника электронов или всей колонны;
19 - свободная поверхность;
20 - с её помощью осуществляется крепление конденсора;
21 - вспомогательная конструкторская база по которой устанавливается призма;
22 - крепление призмы;
23 - крепление верхнего корпуса источника электронов;
24 - вспомогательная конструкторская база для установки запорного клапана;
25 - для вывода кабеля от анодного узла;
26 - свободная поверхность.
1.2 Анализ технических условий и определение технических заданий по изготовлению детали
На чертеже детали представлены все необходимые для изготовления сведени. По существующему технологическому процесу изготовления невозможно достижение допуска сосности в размере 0,02 мм. Для достижения этого допуска необходимо ужесточение допуска на изготовление одной из взаимосвязанных поверхностей до седьмого квалитета точности, а также изменить технологические базы и порядок обработки поверхностей.
1.3
Определение типа производства, такта выпуска и партии
запуска
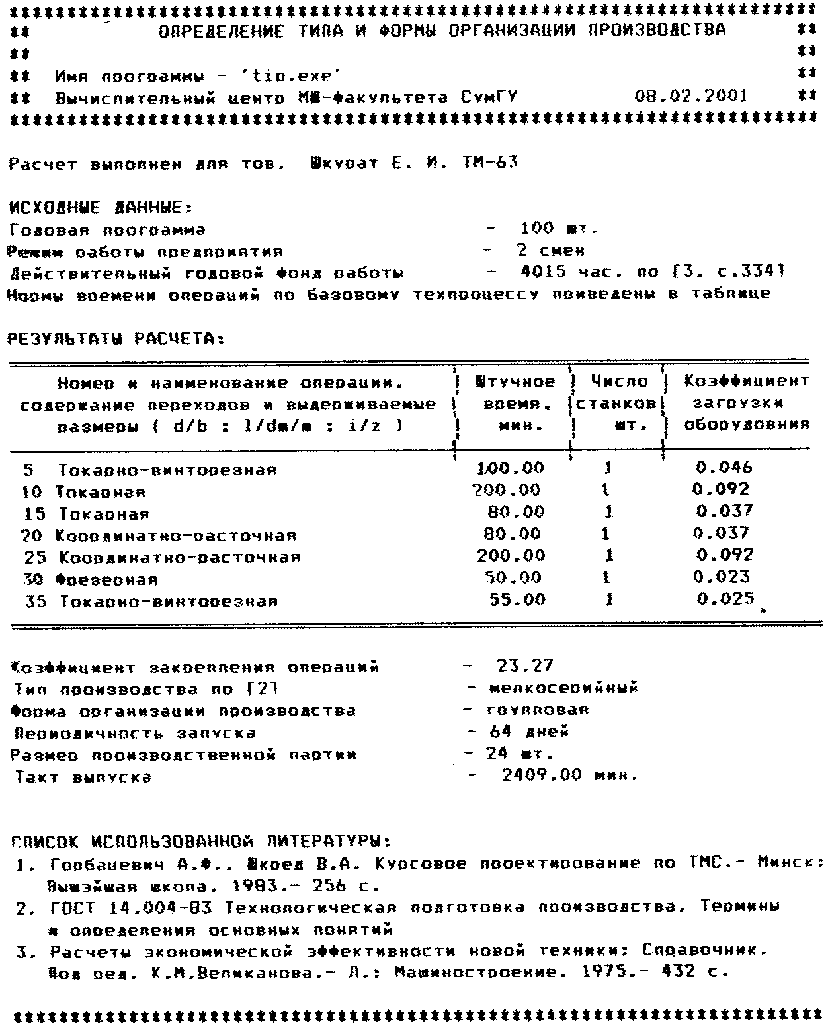
Расчет типа производства и такта выпуска произведен на ЭВМ при помощи программы «tip.exe». в качестве исходных данных, то есть времени обработки и маршутного технологического процесса,были использованы заводские данные.
 |
Серийное производство занимает промежуточное положение между единичным и массовым.
При серийном производстве изделия изготовляют партиями или сериями, состоящими из одноимённых, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком как в обработке детали, так и в сборке.
Понятие «партия» относится к количеству деталей, а понятие «серия» - к количеству машин, запускаемых в производство одновременно.
В серийном производстве в зависимости от количества изделий в серии, их характера и трудоёмкости, частоты повторяемости серий в течение года различают производство мелкосерийное, среднесерийное, крупносерийное.
В серийном производстве технологический процесс преимущественно дифференцирован, то есть, расчленён на отдельные операции, которые закреплены за определёнными станками.
Станки здесь применяются разнообразных видов : универсальные, специализированные, специальные, автоматизированные, агрегатные. Станочный парк должен быть специализирован в такой мере, чтобы был возможен переход от производства одной серии машин к производству другой, несколько отличающейся от первой в конструктивном отношении.
При использовании универсальных станков должны широко применяться специализированные и специальные приспособления, специализированный и специальный режущий и мерительный инструмент в виде предельных (стандартных или специальных) калибров и шаблонов обеспечивающих взаимозаменяемость обработанных деталей. Всё это оборудование и оснастку в серийном производстве можно применять достаточно широко, так как при повторяемости процессов изготовления одних и тех же деталей указанные средства производства дают технико-экономический эффект, который с большой выгодой окупает затраты на них.
Серийное производство значительно экономичнее, чем единичное, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции.
Серийное производство является наиболее распространённым видом производства в общем и среднем машиностроении.
1.4 Анализ технологичности конструкции детали
Технологичной считается та конструкция, обработка которой возможна с максимальной производительностью труда и минимальной себестоимостью.
Отработка конструкции детали на технологичность должна обеспечить снижение трудоёмкости и себестоимости работ при изготовлении изделия, а так же по его обслуживанию в процессе эксплуатации.
Технологичность оценивается качественными оценками (материал детали, базирование заготовки, простановка размеров, величина допуска, точность размеров, нетехнологичные элементы, взаимозаменяемость) и количественными оценками.
Произвожу оценку по качественным и количественным показателям.
Корпус изготовлен из электротехнической стали шлакового переплава марки ЭШ ГОСТ11036-75. Эта сталь является почти технически чистым железом. Химический состав стали марки ЭШ приведен в таблице 1.1.
Таблица 1.1 - Химический состав стали ЭШ
В процентах
Содержание элементов, не более |
|||||
С |
Mr |
Si |
P |
S |
Cu |
|
0,035 |
0,3 |
0,3 |
0,02 |
0,03 |
0,3 |
Сталь марки ЭШ является труднообрабатываемой. Но заменить её на другую сталь невозможно, так как эта сталь обладает необходимыми для выполнения своего служебного назначения свойствами магнитомягкости.
Исходя из свойств материала, деталь технологична.
Базирование и закрепление заготовки в процессе механической обработки несколько осложнено из-за отсутствия достаточно точных и развитых поверхностей на детали.
По этому показателю деталь не технологична. Для устранения данной нетехнологичности вводится технологический напуск и ужесточается допуск с девятого до седьмого квалитета точности.
Простановка размеров на чертеже является грамотной и удобной для получения данных размеров в процессе механической обработки. Размеры проставлены от настроечных и технологических баз, что делает деталь технологичной по этому критерию.
Деталь не имеет нетехнологичных конструктивных элементов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.