|
Стандартсвердла |
D |
L |
ℓ |
Номерконусусвердла |
|
ГОСТ 886-77 |
5 |
132 |
87 |
1 |
|
10 |
184 |
121 |
1 |
|
|
15 |
220 |
144 |
2 |
|
|
20 |
254 |
166 |
2 |
|
|
ГОСТ 10903-77 |
25 |
281 |
160 |
3 |
|
ГОСТ 2092-77 |
30 |
395 |
275 |
3 |
|
ГОСТ 10903-77 |
35 |
339 |
190 |
4 |
|
40 |
349 |
200 |
4 |
|
|
45 |
359 |
210 |
4 |
|
|
50 |
369 |
220 |
4 |
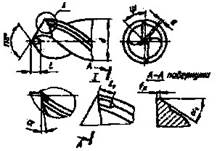
Таблиця Б.11 Форма заточування свердла для різноманітних матеріалів
|
Діаметрсвердла, мм |
Формазаточуваннявершиниспіральногосвердла |
Оброблюванийматеріал |
||
|
Найменування форми |
Умовнепозначення |
Ескіззаточування |
||
|
1 |
2 |
3 |
4 |
5 |
|
0,25…12 |
Одинарна (нормальна) |
Н |
|
Сталь, сталеве литво, чавун |
Продовження табл. .11
|
1 |
2 |
3 |
4 |
5 |
|
0,25…12 |
Одинарна (нормальна) з підгострюванням перемички |
НП |
|
Сталеве литво σВ ≤ 500 МПа з не знятою ливарною кіркою |
|
Одинарна (нормальна) з підгострю- ванням перемички і стрічки |
НПЛ |
|
Сталь, сталеве литво σВ ≤ 500 МПа з не знятою ливарною кіркою |
|
|
Понад, 12 до 80 |
Подвійна з підгострюванням перемички |
ДП |
|
Сталеве литво σВ f 500 МПа і чавун з не знятою ливарною кіркою |
|
Подвійна з підгострюванням перемички і стрічки |
ДПЛ |
|
Сталь, сталеве литво σВ f 500 МПа і чавун з не знятою ливарною кіркою |
Таблиця Б.12
Геометричні параметрі лез свердла (для одинарної форми заточування: Н, НПта НПЛ)
|
D |
Заточування |
Поперечнакромка |
Стрічка |
|||||
|
Заднійкутα° |
Кутнахилупоперечної кромкиψ° |
à |
l |
l1 |
f Ë |
α1o |
||
|
приодно площинномузаточуванні |
придвохпло- щинномузаточуванні |
|||||||
|
Понад 0,24 до 0,60 » 0,60 до 0,95 » 0.95 до 1,70 » 1,70 до 3,00 » 3,00 до 7,50 » 7,50 до 9,50 » 9,50 до 11,80 » 11,80 до 16,00 » 16,00 до 20,00 » 20,00 до 25,00 » 25,00 до 31,50 » 31,50 до 40,00 » 40,00 до 50,00 » 50,00 до 63,00 » 63,00 до 71,00 |
30 |
20 |
Не регламентується |
— |
— |
— |
— |
— |
|
18 |
||||||||
|
— |
16 |
40-60 |
||||||
|
12 |
1,0 |
2,0 |
||||||
|
1,2 |
2,5 |
|||||||
|
1,5 |
2,5 |
1,5 |
|
6-8 |
||||
|
11 |
2,0 |
3,5 |
||||||
|
2,5 |
4,5 |
2,0 |
||||||
|
3,0 |
5,5 |
|||||||
|
3,5 |
6,0 |
3,0 |
||||||
|
5,0 |
8,0 |
|||||||
|
6,0 |
10,0 |
4,0 |
||||||
|
7,0 |
12,0 |
|||||||
|
8,0 |
14,0 |
|||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.