МІНІСТЕРСТВО ОСВІТИ ТА НАУКИ УКРАЇНИ
Національний аерокосмічний університет ім. М.Є.Жуковського
“Харківський авіаційний інститут”
Кафедра 204
к курсовой работе
“Технология производства деталей ПУ и ЭУ”
Виконав: студент гр.440 В
Підпис
дата
Консультант:
Викладач каф. 402 Підпис
дата
Нормоконтроль:
Викладач каф. 402 Підпис
дата
Харків 2006
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 3
1.1Анализ рабочего чертежа. 5
1.2 Анализ материала детали. 5
1.3 Выбор заготовки детали. 6
1.4 Комплексный анализ технологичности детали. 6
2. Расчёт потребного количества ступеней обработки.. 8
3.РАСЧЁТ ПРИПУСКОВ НА ОБРАБОТКУ, ОПЕРАЦИОННЫХ РАЗМЕРОВ И ДОПУСКОВ НА НИХ ДЛЯ ДИАМЕТРАЛЬНЫХ, ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ. 13
3.1 Расчетно-аналитический метод. 13
3.2 Нормативный метод. 14
4. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ ТОРЦОВ И ЛИНЕЙНЫХ ОПЕРАЦИОННЫХ РАЗМЕРОВ. 18
5. РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ ОПРЕРАЦИИ 005. 21
5.1 Черновая подрезка торца 1. 22
5.2. Точение поверхности 3. 25
5.3 Сверление отверстия 4. 27
ЗАКЛЮЧЕНИЕ.. 30
Перечень ссылок.. 31
Широкое использование в авиационных конструкциях высокопрочных, труднообрабатываемых материалов, усложнение конструкции и рост габаритов изделий, высокая точность и трудоёмкость изготовления, частая сменяемость и высокая стоимость объектов производства диктуют повышение требований к технологии производства авиационной техники.
Разрабатываемые технологические процессы должны обеспечить повышение производительности труда и качества изделий при одновременном снижении материальных и трудовых затрат на их изготовления.
Неправильно выбранный технологический процесс влечет за собой перерасход материала, увеличение расхода режущего инструмента и электроэнергии, трудоёмкость обработки и в конечном итоге – себестоимость продукции.
Одним из важнейших условий рациональной обработки на металлорежущих станках является применение наиболее выгодных режимов резания, т.е. таких подач и скоростей резания, при которых обеспечиваются операции с наибольшей производительностью при минимальной себестоимости, заданной точности и шероховатости. При этом должно полностью использоваться возможности оборудования. Уровень режимов резания находим в зависимости от типа и конструкции инструмента материала и геометрии его режущей части, качества заготовки, правильности установки и закрепления инструмента на станке.
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
Разработать технологический процесс изготовления детали (Корпус катода), рассчитать припуски на обработку, операционных размеров, размеров заготовки и допусков на них, рассчитать режимы резания.
Исходными данными является рабочий чертеж детали.
|
|
|
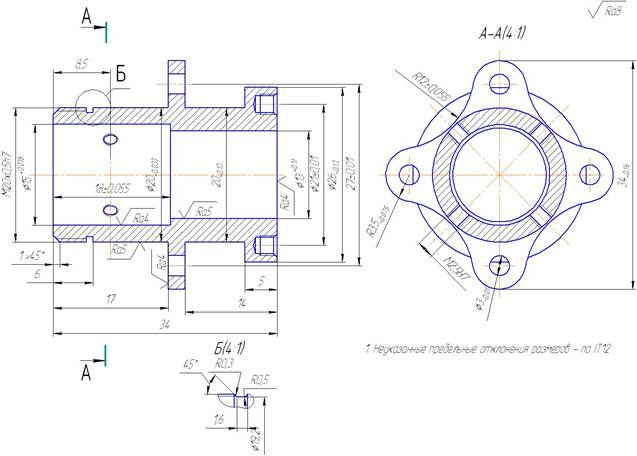
Рис. 1 – Корпус катода |
Корпус катода предназначен для крепления катода и подвода магнитного поля к корпусу газоразрядной камеры плазменно-ионного движителя. Условия работы детали, высокие температуры, стойкость к корозии, обусловили выбор материала- легированная жаропрочная корозионностойкая сталь Х18Н10Т ГОСТ 5232-72.
Корпус катода изготовляется из коррозионностойкой стали марки Х18Н10Т. Эта сталь применяется для сварных и паяных конструкций, работающих в агрессивных средах. Сталь обладает высокой прочностью и способностью к пайке и свариванию.
Таблица 1.1
Химический состав стали Х18Н10Т (ГОСТ 5949-75)
|
C |
Cr |
Fe |
Ti |
Ni |
|
0,1 |
18 |
основа |
1 |
10 |
Применяется для изготовления различных нагруженных деталей, при высоких температурных напряжениях.
Самым главным при выборе исходной заготовки является обеспечение заданного качества детали при ее минимальной себестоимости.
Учитывая назначение, условия работы детали, ее габариты и конфигурацию, свойства материала и тип производства (мелкосерийное) для изготовления нашей детали берем заготовку, полученную путем сортового проката.
В качестве заготовки выбираем горячекатаный пруток повышенной точности диаметром 34мм. Квалитет точности заготовки 13, шероховатость Rа=20, глубина дефектного слоя h=120 мкм
С точки зрения геометрии деталь является технологичной, так как представляет собой комбинацию простых поверхностей. Точность большинства поверхностей соответствует 11 квалитету, шероховатость Rа8. Наиболее точная поверхность изготовляется с точностью по 7 квалитету, шероховатостью Ra4. Таким образом, деталь в целом является технологичной, как с точки зрения ее геометрии, так и материала.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.