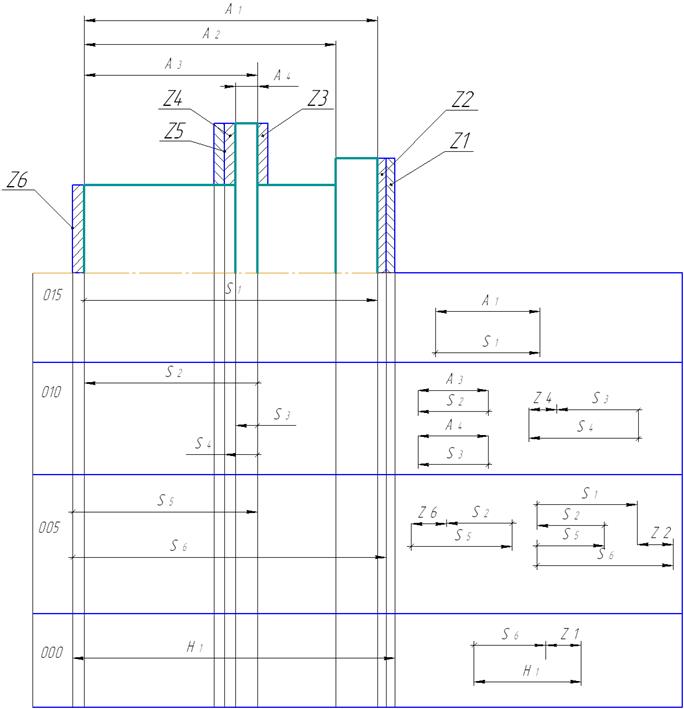
Расчет линейных операционных размеров начинают с построения размерной схемы линейных размеров. Основой для построения схемы служит план механической обработки.
На размерную схему наносят конструкторские размеры Аi, припуски Zj, операционные размеры Sk, и размеры заготовки Hl
|
|
|
Рис4.1. Расчетная схема технологического процесса обработки торцевых поверхностей |
Расчет линейных операционных размеров сводим в таблицу 4.2
Таблица 4.2. Расчет линейных операционных размеров.
|
Замыкающий размер |
Исходное уравнение |
Расчетный размер, мм |
Допуск, мм |
Принятый размер, мм |
Предельное значение припуска, мм |
|
|
|
|
0,10 |
|
|
|
|
|
|
0,210 |
|
|
|
|
|
|
0,04 |
|
|
|
|
|
|
0,10 |
|
|
|
|
|
|
0,210 |
|
|
|
|
|
|
0,100 |
|
|
|
|
|
|
0,250 |
|
|
|
|
|
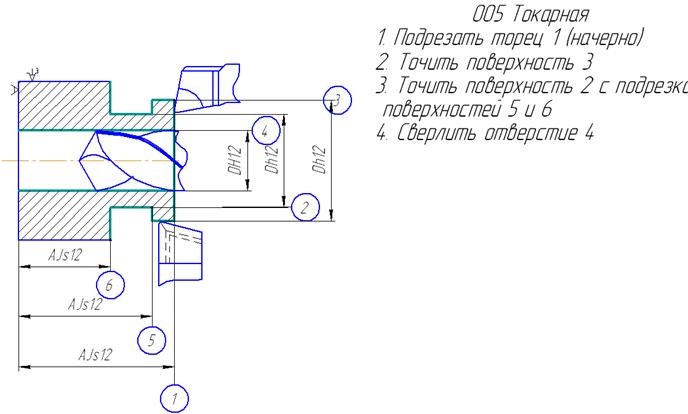
Рис 5.1 Эскиз обработки на операции 005 |
Деталь – Корпус катода плазменно-ионного движителя.
Марка материала – Х18Н10Т (![]() =550 МПа).
=550 МПа).
Заготовка – пруток.
Станок
По таблице 9 [3], исходя из габаритов детали выбираем токарный станок модели 16К20:
- Наибольший диаметр обрабатываемой заготовки – 400 мм;
- Наибольшая длинна обрабатываемой заготовки – 2000 мм;
- Число скоростей шпинделя – 22;
- Число оборотов шпинделя в минуту – 12,5 ; 16 ; 20 ; 31.5 ; 40 ; 50 ; 63 ; 80 ; 100 ; 125 ; 160 ; 200 ; 250 ; 315 ; 400 ; 500 ; 630 ; 800 ; 1000 ; 1250 ; 1600 ; 2000.
- Поперечная подача суппорта – 0,025 – 1,4 мм/об;
- Продольная подача суппорта – 0,07 ; 0.074 ; 0.084 ; 0.097 ; 0.11 ; 0.12 ; 0.13 ; 0.14 ; 0.15 ; 0.17 ; 0.195 ; 0.21 ; 0.23 ; 0.26 ; 0.28 ; 0.3 ; 0.34 ; 0.39 ; 0.43 ; 0.47 ; 0.52 и т.д. до 4,16 мм/об;
- Наибольшее усилие резания – 13,2 кН;
- Эффективная мощность на шпинделе станка 7,5 кВт.
|
|
|
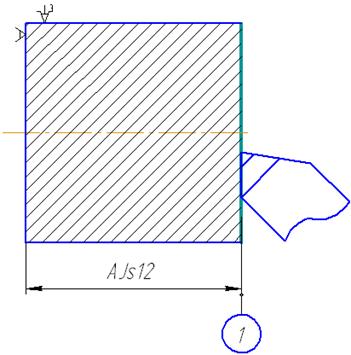
Рис 5.1 Эскиз обработки подрезки торца 1. |
Режущий инструмент
По таблице 1,5 [2] устанавливаем группу обрабатываемого материала. Для
марки Х18Н10Т (![]() =550 МПа) – III
группа.
=550 МПа) – III
группа.
При выборе режущего инструмента пользуемся рекомендациями методического пособия [2], и данными таблицы 1,2 [2]. Для стали III группы, чернового точения, материал резца – инструментальный твердый сплав ВК6М.
Таким образом, для подрезки торца выбираем токарный подрезной отогнутый
резец с пластиной из твердого сплава ВК6М, размер державки резца 25Х20 мм,
главный угол в плане ![]() =93°.
=93°.
Стойкость резца 45 мин.
Работа с охлаждением.
|
|
|
Рисунок 5.2 Эскиз инструмента |
Глубина резания принимается равной максимальному припуску на обработку t=0,63 мм.
По таблице 2 [5] определяем подачу, величина которой для обработки стали III группы, размера державки 25Х20, диаметра обработки 34 мм, глубины резания t=0,63 рекомендуется в пределах S=0,2– 0,3 мм/об.
Согласуем табличное значение подачи с рядом стандартных подач станка.
Для этого определим этот стандартный ряд поперечных подач станка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.