Выбранный режим осуществим.
Основное время
![]()
|
|
|
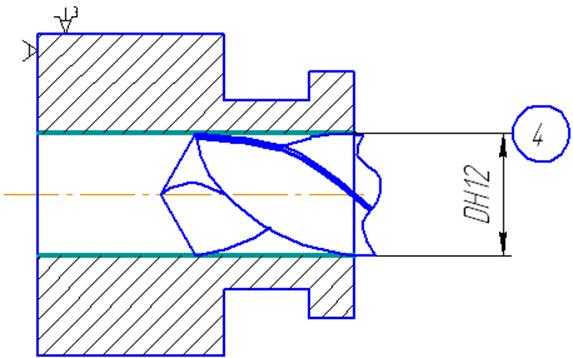
Рис 5.5 Эскиз обработки отверстия 4 |
Режущий инструмент
Выбираем спиральное сверло из быстрорежущей стали P6M5.
|
|
|
Рис. 5.6 Эскиз инструмента |
Диаметр сверла 11,6
Глубина резания при сверлении t=0,5D.
![]() мм.
мм.
Подачу при сверлении определим по таблице 2.2 [2]. Для стали группы III, материал сверла – быстрорежущая сталь, диаметра сверла 11,6 мм рекомендуемая подача S=0.100 – 0.180 мм/об.
Согласуем табличное значение подачи с рядом стандартных подач станка.
Принимаем S:=0,14 мм/об.
Скорость резания при сверлении заготовок из стали III группы:
 , где: Сv = 0.8 – коэффициент пропорциональности (таблица 2.4
[2], для стали Х18Н10Т)
, где: Сv = 0.8 – коэффициент пропорциональности (таблица 2.4
[2], для стали Х18Н10Т)
T = 25 мин – для сверла из быстрорежущей стали, диаметра 11,6 мм.
Kv – общий поправочный коэффициент, включает в себя коэффициент Knv, учитывающий влияние инструментального материала (таблица 2.7 [2]), и коэффициент Klv, учитывающий глубину сверления.
Для глубины сверления L<3D – Klv=1. Для заготовок из стали III группы, и материала сверла – быстрорежущая сталь P6M5, Knv=0.91.
Тогда:
 ,
,
Расчетная частота вращения:
 .
.
Принимаем ближайшее стандартное значение числа оборотов шпинделя
nст=315 об/мин.
Действительная скорость резания:
 .
.
Рассчитаем осевую силу резания:
![]() , где: Ср=1100 – коэффициент пропорциональности (таблица 2,4
[2]);
, где: Ср=1100 – коэффициент пропорциональности (таблица 2,4
[2]);
![]() Н.
Н.
Крутящий момент (при обработке сверлами из быстрорежущей стали):
![]() , где: См = 80 – коэффициент пропорциональности (таблица 2.4
[2]).
, где: См = 80 – коэффициент пропорциональности (таблица 2.4
[2]).
![]()
![]() .
.
Мощность, затрачиваемая на резание:
 кВт.
кВт.
Усилие резания P0=3238 H меньше усилия резания, допускаемого механизмом подачи станка.
Эффективная мощность на шпинделе станка N=7.5 кВт больше мощности, требуемой для резания N=0,442 кВт.
Выбранный режим осуществим.
Основное время
![]()
В результате выполнения курсовой работы был разработан маршрутный технологический процесс мелкосерийного производства наружного полюсного наконечника.
Была произведена оценка технологичности детали, определено необходимое число ступеней обработки изделия, составлен план обработки, операционные размеры, рассчитаны припуски на механическую обработку, рассчитаны режимы резания детали.
Всё это позволяет сделать вывод о том, что технологический процесс разработан в соответствии с предъявленными к нему требованиями, а следовательно, при изготовлении детали будет обеспечено высокое качество при оптимальных параметрах процесса.
1. Гранин В.Ю, Долматов А.И, Лимберг Э.А. Определение припусков на механическую обработку и технологические размерные расчеты. Харьков, ХАИ, 1993, 118 с.
2. Белоконь Б.С, Федоренко Б.Ф. Расчет режимов резания труднообрабатываемых материалов. Харьков, ХАИ, 1996, 84 с.
3. Справочник технолога-машиностроителя в 2-х томах. Под ред. Косиловой А. Г. и Мещеряковa Р.К. – М., Машиностроение, 1985.
4. Технология производства ЛА (курсовое проектирование). Под ред. Кононенко В.Г. Изд. ‘’Вища школа’’. Киев, 1974, 224 с.
5. Сотников В.Д., Долматов А.И. Расчет режимов резания труднообрабатываемых материалов. Токарные работы. Харьков, ХАИ, 1989, 58 с.
6. Барсуков А.П., Горбачев А.Ф., Гранин В.Ю. Оформление технологической документации в курсовых и дипломных проектах. Харьков, ХАИ, 1990, 45 с.
7. Сотников В.Д., Долматов А.И.. Горбачев А.Ф., Яценко С. В. Разработка маршрутных технологических процессов изготовления деталей авиадвигателей. Харьков, ХАИ, 1989, 40 с.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.