Комплексный уровень технологичности по точности обработки определяется по следующему выражению:
|
|
(1.1) |
![]() –
средний квалитет точности обработки изделия, который определяется по формуле:
–
средний квалитет точности обработки изделия, который определяется по формуле:
|
|
(1.2) |
где
![]() –
число размеров соответствующего квалитета точности;
–
число размеров соответствующего квалитета точности;
![]() –
квалитет точности конструкции.
–
квалитет точности конструкции.
 ;
;
 .
.
что удовлетворяет условию технологичности конструкции по точности обработки.
2. уровень технологичности конструкции по шероховатости поверхности:
|
|
(1.3) |
![]() –
средняя шероховатость поверхности изделия, которая определяется по формуле:
–
средняя шероховатость поверхности изделия, которая определяется по формуле:
|
|
(1.4) |
где
![]() –
число поверхностей соответствующей шероховатости;
–
число поверхностей соответствующей шероховатости;
![]() –
квалитет точности конструкции.
–
квалитет точности конструкции.
что удовлетворят условию технологичности конструкции по шероховатости поверхности.
Основной задачей плана технологического процесса является формулировка содержания операций технологического процесса и выбора типа оборудования
При установлении общей последовательности обработки необходимо учитывать:
Каждая последующая операция должна уменьшить погрешность и улучшить качество поверхности.
В начале следует обрабатывать поверхности, с которых снимается наибольший слой материала .
Обработка остальных поверхностей ведется в последовательности, обратной степени их точности: чем точнее должна быть поверхность , тем позже она обрабатывается .
Проектирование технологического процесса на заданную деталь начинается с изучения рабочего чертежа детали , который содержит все необходимые данные для изготовления детали . А именно: проекции детали, разрезы и сечения, размеры с указанием допуска , шероховатости поверхностей, допускаемые отклонения от правильных геометрических форм, материал, технологические требования и т д.
После анализа конструкции детали выбираются технологические базовые поверхности , используемые для определения положения детали при изготовлении .
Далее , исходя из вышеперечисленных требований рациональной последовательности операций, учитывающих конструктивные и технологические особенности детали, а также учитывая форму и точность взаимного расположения поверхностей, жесткость детали, вид заготовки и т.д., так же учитывая требования максимальной производительности и экономичности процесса обработки при заданных масштабах производства составляется план обработки (маршрутная технология). План обработки устанавливает последовательность выполнения операций, по каждой из которых определяется метод обработки.
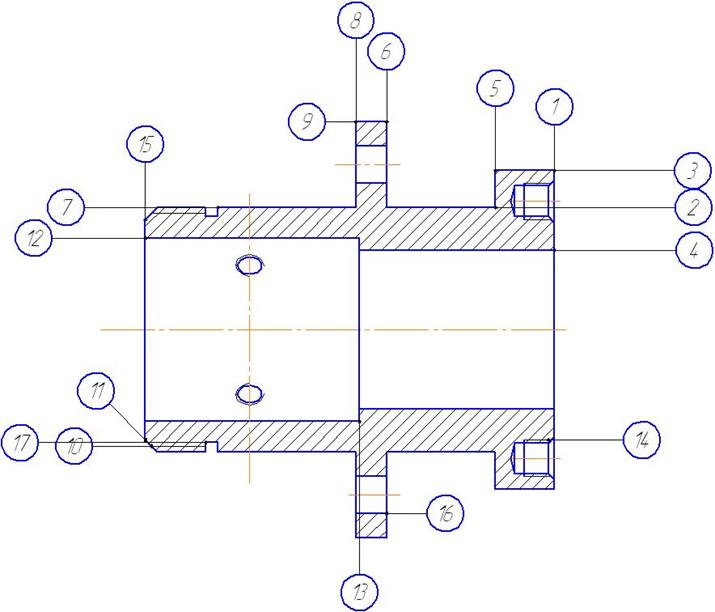
Эскиз детали с указанными обрабатываемыми поверхностями приведён на рис.2.
|
|
|
Рис. 2 – эскиз детали |
Количество ступеней обработки отдельной поверхности для достижения заданной точности размера и шероховатости поверхности можно определить по следующим зависимостям:
а) из условия обеспечения заданной точности размера:
|
|
(2.1) |
где
Тзаг – допуск размера заготовки;
Тдет – допуск размера готовой детали.
б) из условия обеспечения заданной шероховатости поверхности:
|
|
(2.2) |
Rзаг – шероховатость поверхности исходной заготовки;
Rдет – шероховатость поверхности готовой детали.
По наибольшему из nт и nш принимаем nпр, округляя до целого значения.
Результаты расчёта для каждой поверхности сводим в таблицу 2.1
Таблица 2.1 Число ступеней обработки каждой поверхности поточности и шероховатости
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 ,
, ,
, ,
,
 ,
, ,
,