Вычислим для выбранного станка значение:
По данным приложения 10 [2] находим числовое значение близкое
вычисленному, определяем значение ![]() (
(![]() - знаменатель ряда), соответствующее числу
(m-1):
- знаменатель ряда), соответствующее числу
(m-1):
m-1=7, значит m=8.
Здесь же указано соответствующее данному ряду значение ![]() =1,78.
=1,78.
Из определения геометрической прогрессии найдем стандартный ряд поперечных подач станка:
1. ![]() мм/об;
мм/об;
2. ![]() мм/об;
мм/об;
3. ![]() мм/об;
мм/об;
4. ![]() мм/об;
мм/об;
5. ![]() мм/об;
мм/об;
6. ![]() мм/об;
мм/об;
7. ![]() мм/об;
мм/об;
Принимаем S:=0.141 мм/об.
По таблице 8 [5] определим скорость резания v, усилие резания Pz и мощность N, потребная для резания. Для стали III группы, марки режущей части резца ВК6М, главного угла в плане 93°, глубины резания t=0,63 мм и подачи S=0.141 мм/об нормативные значения будут: v=93 м/мин, Pz=380 Н, N=0,69 кВт.
В этой же таблице даны поправочные коэффициенты на скорость резания в зависимости от периода стойкости резца T=45мин - Kv=1,1, наличия охлаждения – с охлаждением Kv=1.1, поперечное точение (отношение меньшего диаметра к большему до 0,4) - Kv=1,25
Скорость резания принимаемая в расчет с учетом всех коэффициентов:
![]() м/мин.
м/мин.
Определяем число оборотов шпинделя:
 .
.
Принимаем ближайшее стандартное значение числа оборотов шпинделя
nст=1250 об/мин.
При этом действительная скорость резания:
 .
.
Усилие резания Pz=380 H меньше усилия резания, допускаемого механизмом подачи станка.
Эффективная мощность на шпинделе станка N=7.5 кВт больше мощности, требуемой для резания N=0,69 кВт.
Выбранный режим осуществим.
Основное время :
![]()
 .
.
|
|
|
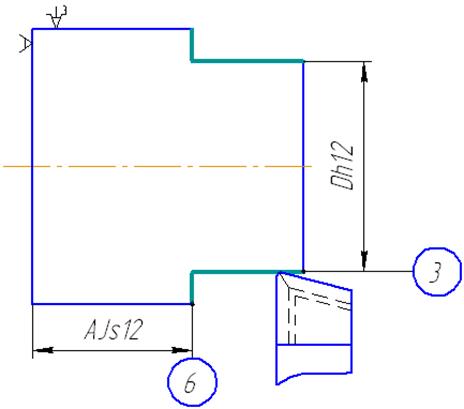
Рис 5.3 Эскиз обработки поверхности 3. |
Режущий инструмент
По таблице 1,5 [2] устанавливаем группу обрабатываемого материала. Для
марки Х18Н10Т (![]() =550 МПа) – III
группа.
=550 МПа) – III
группа.
При выборе режущего инструмента пользуемся рекомендациями методического пособия [2], и данными таблицы 1,2 [2]. Для стали III группы, чернового точения, материал резца – инструментальный твердый сплав ВК6М.
Таким образом, для подрезки торца выбираем токарный расточной
державочный упорный резец с пластиной из твердого сплава ВК6М, размер державки
резца 25Х20 мм, главный угол в плане ![]() =80°.
=80°.
Стойкость резца 45 мин.
|
|
|
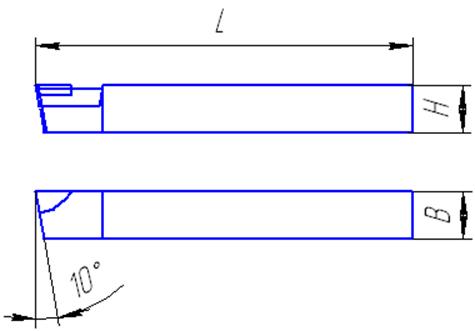
Рисунок 5.4 Эскиз инструмента |
Н=40, В=40, L=160
Глубина резания принимается равной максимальному припуску на обработку t=34.580-25,79=8.79 мм.
По таблице 2 [5] определяем подачу, величина которой для обработки стали III группы, размера державки 25Х20, диаметра обработки 34 мм, глубины резания t=8.79 рекомендуется в пределах S=0,2– 0,3 мм/об.
Принимаем S:=0.3 мм/об.
По таблице 8 [5] определим скорость резания v, усилие резания Pz и мощность N, потребная для резания. Для стали III группы, марки режущей части резца ВК6М, главного угла в плане 80°, глубины резания t=8.79 мм и подачи S=0.141 мм/об нормативные значения будут: v=56 м/мин, Pz=5420 Н, N=5 кВт.
В этой же таблице даны поправочные коэффициенты на скорость резания в зависимости от периода стойкости резца T=45мин - Kv=1,1, наличия охлаждения – с охлаждением Kv=1.1, поперечное точение (отношение меньшего диаметра к большему до 0,4) - Kv=1,25
Скорость резания принимаемая в расчет с учетом всех коэффициентов:
![]() м/мин.
м/мин.
Определяем число оборотов шпинделя:
 .
.
Принимаем ближайшее стандартное значение числа оборотов шпинделя
nст=1000 об/мин.
При этом действительная скорость резания:
 .
.
Усилие резания Pz=5420 H меньше усилия резания, допускаемого механизмом подачи станка.
Эффективная мощность на шпинделе станка N=7.5 кВт больше мощности, требуемой для резания N=5 кВт.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.