ВВЕДЕНИЕ
Решение вопросов автоматизации производственных процессов во многом зависит от уровня развития технологии и техники, орудий труда и средств производства. Внедрение средств механизации и автоматизации в первую очередь в крупносерийно и массовое производство объяснялось тем, что затраты на Создание специального и специализированного дорогостоящего оборудования оправдались только при изготовлении больших партий изделий.
Задачи механизации и автоматизации применительно к единичному, мелкосерийному и серийному производствам значительно усложняются. Однако решение их стало в настоящее время вполне реальным благодаря созданию научных основ технической подготовки производства. Широкого применения станков с ЧПУ и "обрабатывающих центров" ( многоцелевых станков с ЧПУ ), промышленных роботов (ПР),автоматизированных транспортно-накопительных средств, складов, большому набору и ассортименту вычислительной техники на основе ЭВМ, программируемых командо-аппаратов, микропроцессоров и вычислительных комплексов.
Главная цель работ по автоматизации многонаменклатурного производства состоит в улучшении организации производства на базе развития и использования современных технических средств, включая средства вычислительной техники.
Одним из требований, диктующим необходимость дальнейшего развития и внедрения автоматизации, является резкое сокращение времени на переход к изготовлению новой продукции, повышению качества и связанных с этим материальных затрат.
В связи с этим очень остро стоит вопрос о подготовке специалистов методам и принципам построения автоматического производственного процесса.
Целью данной курсовой работы является закрепление теоретических знаний в процессе изучения дисциплин «Автоматизация производственных процессов» и практическое их применение по разработке автоматических процессов.
1 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
1.1 Назначение детали
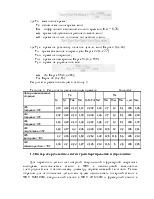
Деталь «Фланец» изготавливается из серого чугуна СЧ20, который имеет следующие химический состав и механические свойства.
Таблица 1.1 – Химический состав стали 40 Х ГОСТ 4543 – 71 в процентах
|
C |
SI |
Mn |
Cr |
Cu |
Ni |
S |
P |
|
0,36-0,44 |
0,17-0,37 |
0,50-0,80 |
0,20 |
0,30 |
0,25 |
0,045 |
0,04 |
Таблица 1.2 – Механические свойства стали 40Х ГОСТ 4543 – 71
|
Gо,МПа |
Gв,МПа |
δ |
ψ |
KCU, Дж/см |
НВ |
|
МПа |
% |
||||
|
Не менее |
|||||
|
290 |
570 |
19 |
45 |
59 |
187 – 229 |
Деталь предназначена для фиксации вала в токарном станке.
1.2 Анализ детали с точки зрения её возможности обработки ' на автоматическом оборудовании
С точки зрения механической обработки в условиях автоматизированного производства деталь достаточна технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольна проста по конструкции.
Деталь «Фланец» имеет ясно выраженные базы и признаки ориентирования, позволяющие организовать её транспортирование и складирование в ориентированном виде с использованием стандартизированной оснастки.
Поверхности для базирования и захвата, однородные по форме и расположению, что позволяет установить деталь в рабочую зону оборудования без дополнительной выверки.
Конструкция детали обеспечивает возможность надёжного захвата, удержания и переноса её захватными устройствами, а при выдаче их из бункерно-ориеитирующих устройств они взаимно не сцепляются.
С учётом вышеприведенных требований для данной детали целесообразно использовать токарные, сверлильные и фрезерные станки с ЧПУ, а также алмазно-расточной станок с ЧПУ. В качестве заготовки целесообразно использовать отливку при использовании литья в кокиль с песчаными стержнями. При использовании такой заготовки мы имеем возможность установки её на 1-ой операции в центрах, что даёт возможность получить достаточно' точную чистовую базовую поверхность для дальнейшей обработки. Кроме того, это позволит автоматизировать процесс зажима и разжима заготовки при установке её в рабочую зону станков на последующих операциях.
Станки с ЧПУ относятся к универсальному оборудованию, что в свою очередь обеспечивает экономическую выгоду, так как данная деталь изготавливается в условиях серийного производства.
Деталь имеет преимущественно цилиндрическую форму, поэтому она будет удобна в транспортировании со станка на станок с помощью захвата промышленного робота, который будет иметь полукольцевой схват.
1.3 Разработка технологического маршрута обработки
Таблица 3 - Тетологический маршрут обработки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.