3 ИССЛЕДОВАТЕЛЬСКИЙ РАЗДЕЛ
Для ускорения технической подготовки производства большая роль отводится использованию вычислительной техники, которая зачастую не только облегчает выполнение рутинной, однообразной работы инженера, но и позволяет найти оптимальные решения задач. При этом, учитывая тенденцию, более быстрой замены выпускаемой продукции, возникает задача не только эффективного функционирования современного производства, но и быстрой её переориентация на новую продукцию с соответствующей технической подготовкой производства.
Субъективные ошибки при выборе данных из нормативных таблиц, а также возможные методические ошибки могут приводить к значительным потерям не только рабочего времени технолога, но и к затратам материальных средств, живого и овеществленного труда при изготовлении продукции из-за неправильного назначения режимов резания. Следовательно, процесс назначения режимов резания рационально автоматизировать, чтобы облегчить работу технолога и исключить вероятность субъективных ошибок, в задачах, не требующих творческих усилий человека. Кроме того, автоматизация решения любой задачи предполагает предоставление набора стандартных решений, которые могут значительно облегчить обучение не подготовленного пользователя, при условии наличия в программном средстве развитой системы подсказок и пояснений.
Для учебных целей вариант программного средства желательно иметь в виде программы обучающего типа, позволяющей не только решать проблемную задачу, но и дающей возможность пошагового отслеживания каждого этапа решения задачи.
3.1 Алгоритм с программой расчета мощностей и возможности
обработки на фрезерных станках
Рассмотрим принципиальный подход к разработке алгоритма расчёта режимов резания для используя метод «сверху – вниз», а также рекомендации и нормативные материалы, приведенные в [5]. На основании рекомендаций по расчету режимов резания, представленных на страницах 13, 14, получаем укрупненную блок-схему алгоритма решения поставленной задачи, которая приведена на рисунке 3.1. В данной блок-схеме блоки 2 - 9 представляют запись этапов последовательности определения режима резания.
При разработке дифференцированной блок-схемы решения поставленной задачи можно каждый, блок рисунок 3.1 разрабатывать отдельно, а можно - несколько блоков вместе, стремясь, конечно, к лаконичной записи-алгоритма. Однако, первоначально, по всем основным блокам необходимо составить математические модели, с помощью которых они будут реализовываться.
Блоки 0 и 10 пояснений не требуют, так как они относятся к оформлению любой блок-схемы алгоритма.
Реализация блока 1 может быть либо для
случая решения задачи в пакетном режиме, для чего выясняются все необходимые
исходные данные при рассмотрении математический модели и их ввод
предусматривается в этом блоке, либо для случая решения задачи в диалоговом
режиме. В последнем случае с экрана дис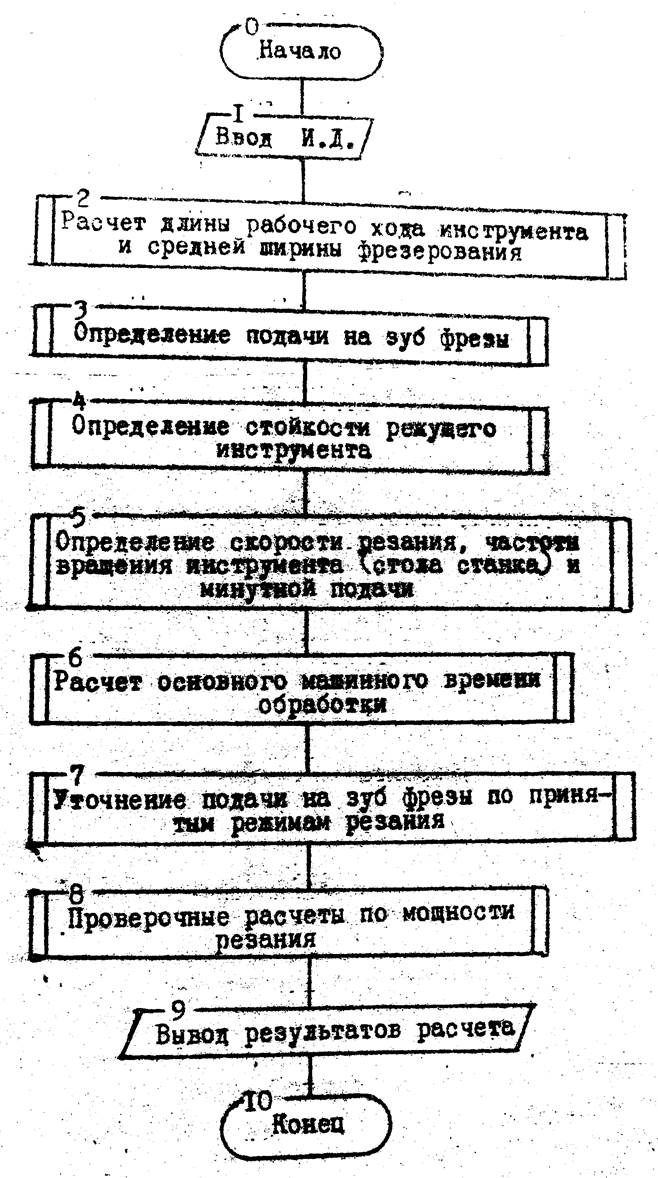
Рисунок 3.1 Укрупненная блок-схема алгоритма расчета режимов резания для одноинстументной обработки на фрезерных станка плея должны запрашиваться необходимые исходные данные для следующего (следующих) шагов.
Математическая модель для блока 2 включает следующие формулы
![]()
где Lр.х – длина рабочего хода режущего инструмента в мм;
Lр – длина резания, равная длине обработки, измеренной в направлении резания;
y – длина подвода, врезания и перебега инструмента;
b=F/Lр
b– средняя длина фрезерования в мм;
F – площадь фрезеруемых поверхностей;
Lд – дополнительная длина хода, вызванная в ряде случаев особенностями наладки и конфигурации детали
В этих зависимостях величины Lр, Lд и F выступают только в качестве исходных данных (ИД) и определяются конкретными условиями обработки детали (деталей). При определении величины у возможны несколько вариантов подхода к ее учету. В самом общем случае имеем зависимость
![]()
где уподв - длина подвода режущего инструмента;
уврез - длина врезания;
уп - длина перебега режущего инструмента.
Длины подвода, врезания и перебега рассчитывают, исходя из конкретных условий обработки, учитывая конструкцию инструмента и геометрию режущей части, припуск на обработку, форму и размеры детали и т.д.
Первый вариант определения величины у - задается ее значение в качестве исходных данных, учитывая опыт работы пользователя программой (технолога). При этом, величина врезания обычно принимается 1-2 мм, а подвода и перебега – суммарно. В этом случае при запросе с дисплея задания величины «у» дается комментарий на дисплее с указанием страницы и литературного источника, откуда может быть взято значение этой величины.
Второй вариант - отличается от первого тем, что на дисплее в момент запроса приводится необходимая нормативная информация и технолог «вручную» из нее выбирает необходимое значение.
Третий вариант - рассчитывается программным путем значение «у», для чего потребуется организация запроса необходимых значений дополнительных исходных данных, например, типа фрезы, её диаметр, глубины фрезерования и может быть других.
Пример реализация блока 2 рисунок 3.1 по первому варианту представлен на рисунке 3.2.
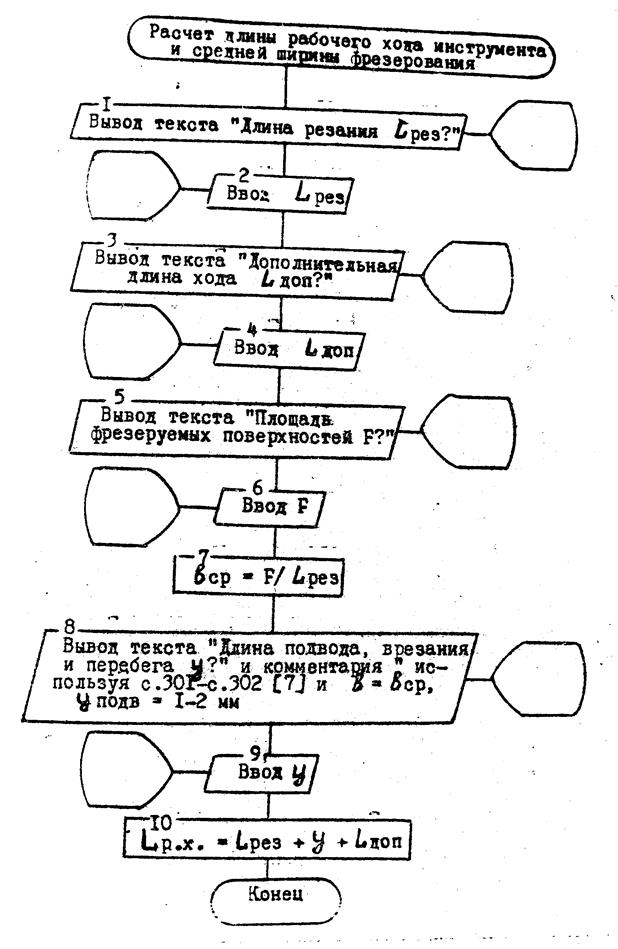
Рисунок 3.2 Схема алгоритма, реализующая блок 2 (Рисунок 3.1)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.