Кодировочная таблица типа станка (ТС):
ТС=0 - станок с прямолинейной подачей;
TС=1 - ставок с круговой подачей.
Кодировочная таблица типа фрезы и материала ее режущей части (ТФМ):
ТФМ=0 - торцевая твердосплавная;
ТФМ=1 - дисковая для обработки плоскостей твердосплавная;
ТФМ=2 - дисковая для обработки пазов твердое плавная (в т.ч. с составными ножами);
ТФМ=3 - торцевая быстрорежущая;
ТФМ=4 - дисковая для обработки плоскостей быстрорежущая (в т.ч.
цельная);
ТФМ=5 - дисковая для обработки пазов быстрорежущая;
ТФМ=6 - прорезная быстрорежущая;
ТФМ=7 - концевая для обработки пазов быстрорежущая;
ТФМ=8 - цилиндрическая и концевая быстрорежущая;
ТФМ=9 -радиусная выпуклая быстрорежущая;
TФM=10 - радиусная вогнутая быстрорежущая;
TФM=11 - двухугловая быстрорежущая;
ТФМ=12 - для пазов сегментных шпонок быстрорежущая.
Кодировочная таблица обрабатываемого материала (КОМ):
КОМ=0 - сталь;
KOM=1 - алюминиевые сплавы;
КОМ=2 - серый чугун;
КОМ=3 - ковкий чугун.
При этих условиях реализация блока 5 рисунок 3.1 с учетом некоторых вариантов решения поставленных вопросов может быть фрагментально представлена в виде рисунка 3.5. При этом принято, что значения переменным D, t, Sz и z присвоены ранее.
Математическая модель для блока 6 и 7 рисунок 3.1 может бить представлена следующими зависимостями:
- основное машинное время обработки tм в мин
 ,
,
- фактическая величина подачи на зуб фрезы Sz мм/зуб (по принятым режимам резания)
 , если ТС=0
, если ТС=0
 , если TC=1
, если TC=1
где ![]() - наибольший диаметр расположения деталей на столе
станка.
- наибольший диаметр расположения деталей на столе
станка.
Данный фрагмент математической модели может быть представлен схемой алгоритма, изображенной на рисунке. 3.6.
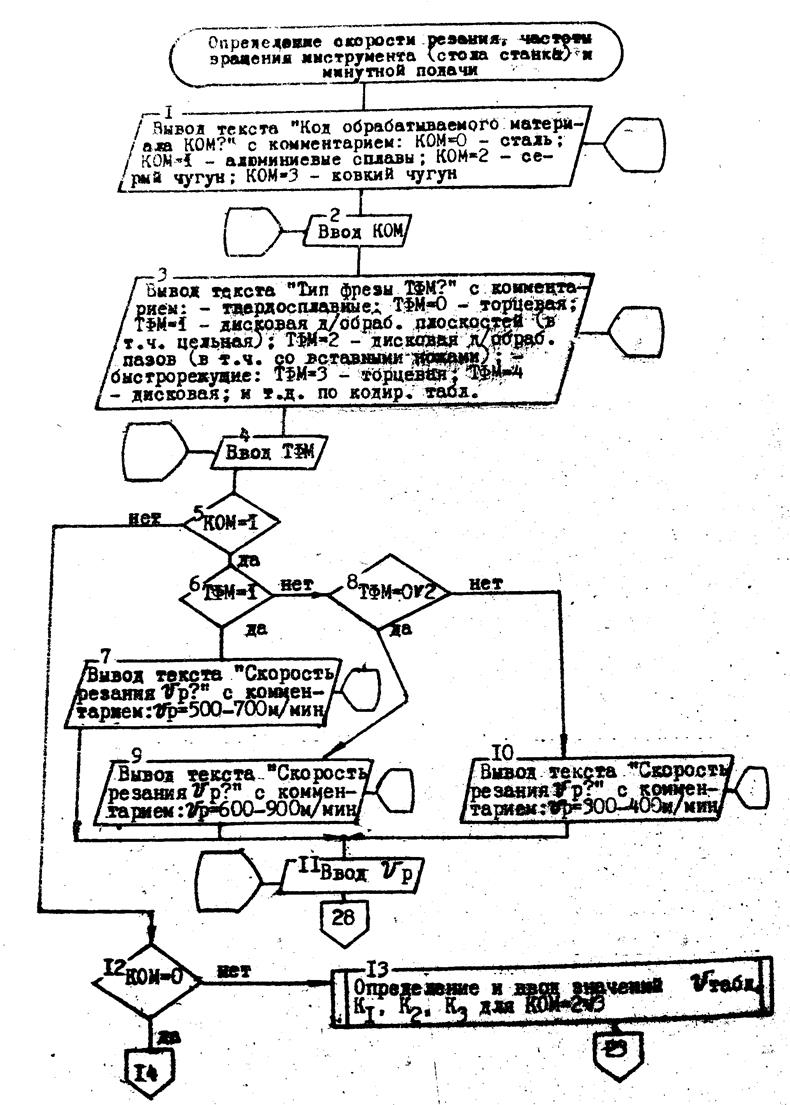
Рисунок 3.5 Схема алгоритма, реализующая блок 5 (Рисунок 3.1)
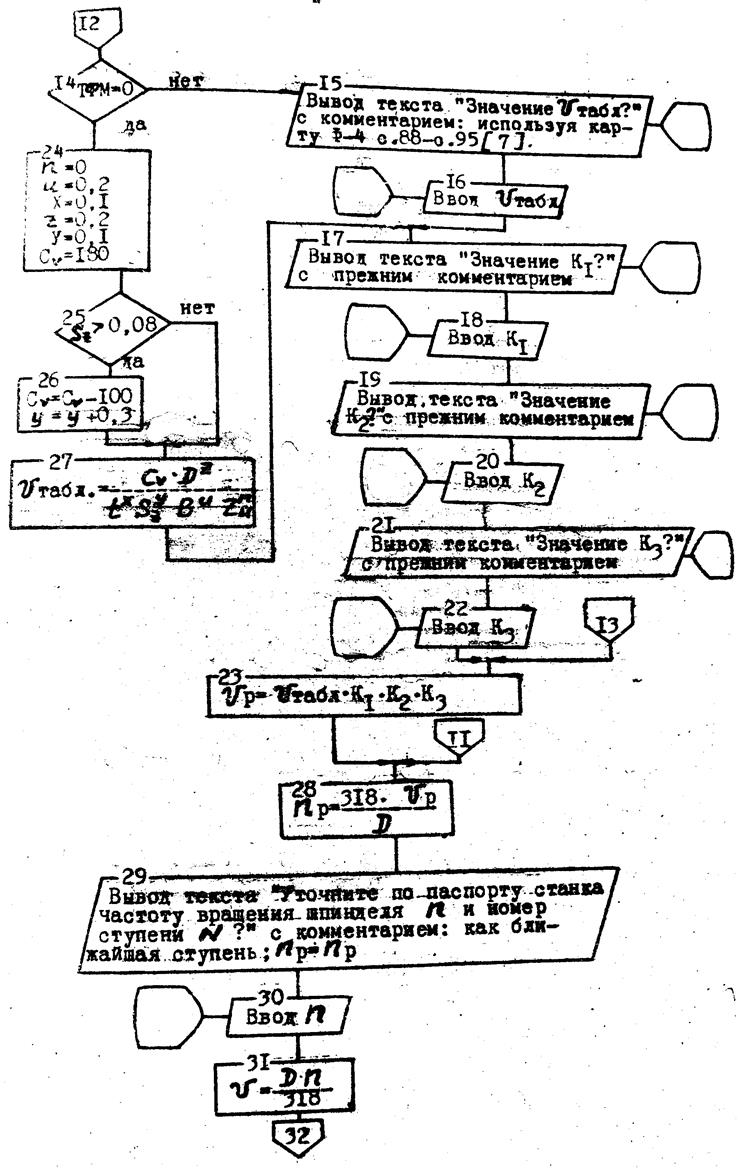
Рисунок 3.5 Схема алгоритма, реализующая блок 5 (Рисунок 3.1)
продолжение
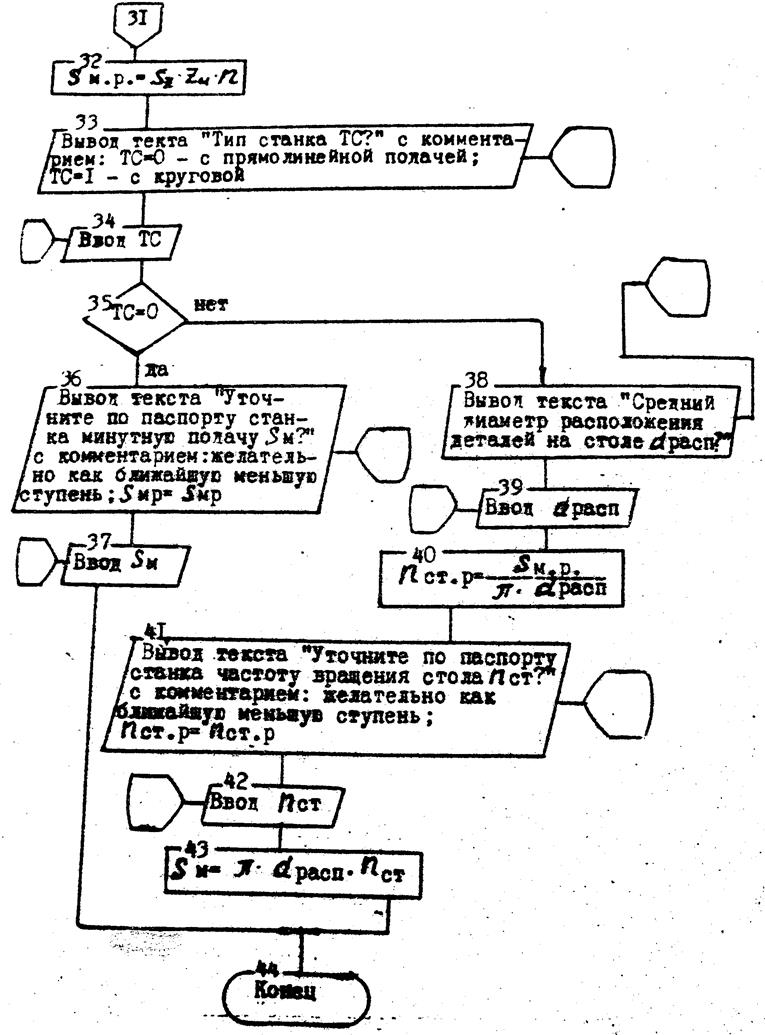
Рисунок 3.5 Схема алгоритма, реализующая блок 5 (Рисунок 3.1)
продолжение
Математическая модель для блока 6 и 7 рисунок 3.1 может бить представлена следующими зависимостями:
- основное машинное время обработки tм в мин
,
- фактическая величина подачи на зуб фрезы Sz мм/зуб (по принятым режимам резания)
, если ТС=0
, если TC=1
где ![]() - наибольший диаметр расположения деталей на столе
станка.
- наибольший диаметр расположения деталей на столе
станка.
Данный фрагмент математической модели может быть представлен схемой алгоритма, изображенной на рисунке. 3.6.
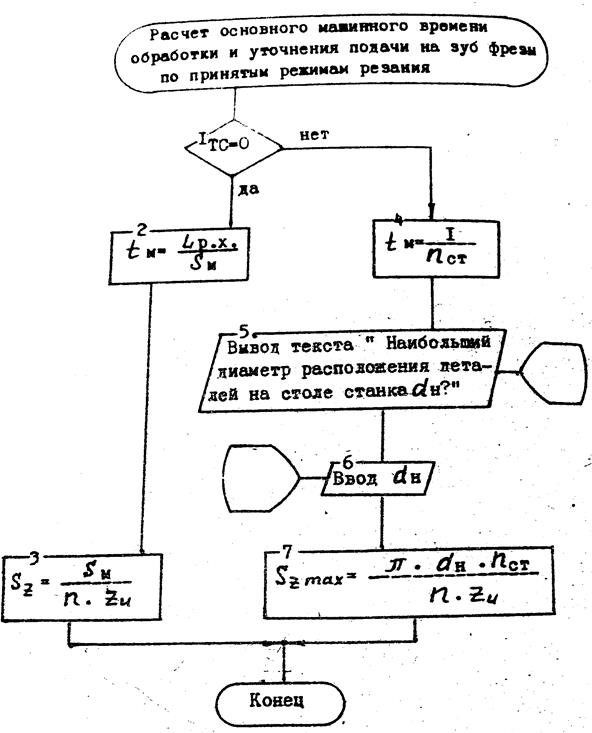
Рисунок 3.6 Схема алгоритма, реализующая блок 6 и 7 (Рисунок 3.1)
Математическая модель для блока 8 рисунок 3.1 может быть представлена следующими эмпирическими зависимостями и нормативными материалами
- Потребная мощность Nр в кВт определяется по карте Ф-5 [5], представленной на стр.101 – 103
- для торцовых и дисковых двусторонних фрез
- для дисковых трехсторонних. Цилиндрических, концевых, радиусных, прорезных и угловых фрез

где Е – величина, определяемая по таблице (стр.102 [5]);
V - скорость резания в м/мин;
t - глубина резания в мм;
![]() - максимальная
ширина резания в мм;
- максимальная
ширина резания в мм;
К1 – коэффициент, зависящий от обрабатываемого материала и определяется по таблице (с.103[5]);
К2 – коэффициент, зависящий от типа фрезы и определяется по таблице (с.103[5]);
Представленные две последние формулы отличается друг от друга только сомножителями t и bmax. Поэтому введя новое имя переменной, например, С, получим одну зависимость
в которой для первой группы фрез С=t, а для второй С=bmax.
Учитывая, что для определения Е в таблице большое количество значений, а также требуется программным путем найти значение Е, то целесообразно данную таблицу аппроксимировать эмпирической зависимостью
 .
.
При этом получим всего по четыре значения параметров a, a1и а2 зависимости от обрабатываемого материала и типа фрезы. Значения этих параметров надо определить до использования общей зависимости
где а’2=1-а2.
Значения K1 и K2 будем определять по второму варианту подхода к расчету значений K1 и К2.
- Проверка по мощности двигателя Nдв
![]() , где η - к.п.д. станка (величины η и Nдв задаются как исходные данные).
, где η - к.п.д. станка (величины η и Nдв задаются как исходные данные).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.