Математическая модель для блока 3 может быть представлена в виде реализации выборки из соответствующих нормативных таблиц, представленных на с.22-25 [5]. При этом возможны три аналогичных блоку 2 вариантов определения величины подачи на зуб фрезы. Рассмотрим более подробно второй вариант. Выдачу всей нормативной информации по данному вопросу на экран дисплея для просмотра пользователю, по всей вероятности, нецелесообразно. Лучше выдать только ту информацию, которая необходима для конкретного решения задачи. Для этого введем кодировочную таблицу обрабатываемого материала (код КОМ):
КОМ=0 - чугун
КОМ=1 - алюминиевые сплавы
КОМ=2 - сталь
Однако для обработки чугунных и стальных деталей нормативные таблицы тоже будут получаться громоздкими, поэтому в этом случае целесообразно ввести дополнительные кодировочные таблицы типа фрез, используемых для обработки:
ТФ=0 - торцовая фреза;
ТФ=1 - дисковая;
ТФ=2 - прорезная;
ТФ=3 - концевая;
ТФ=4 - цилиндрическая фреза;
ТФ=5 - радиусная выпуклая и угловая для обработки сегментных шпонок.
Целесообразно фрагментам карты Ф-2 [5] присвоить аналогично номера «таблиц» по их кодовым номерам, а также решить вопрос о выдаче примечаний к таблицам карты Ф-2: выдавать ли всё под каждым фрагментом таблицы в виде отдельного файла при обработке чугуна и, аналогично, стали, либо - только имеющие отношение к конкретному фрагменту таблицы. В конечном итоге все это решается на стадии переработки фрагментов данных в самостоятельные таблицы. Поэтому в алгоритме можно использовать только номера этих «созданных» таблиц. При этих условиях пример реализации блока 3 рисунок 3.1 по второму варианту выбора величины подачи на зуб может быть представлен в виде рисунка 3.3.
Реализация блока 3 рисунок 3.1 по первому варианту выбора величины Sz может быть выполнена с использованием всего двух основных блоков. Это, первый блок: вывод текста на экран дисплея «Величина подачи на зуб фрезы Sz?» и комментария «используя стр. 83 – 86 [5]» и второй блок «Ввод Sz». Однако, в большинстве случаев целесообразнее необходимую нормативную информацию получать непосредственно с экрана дисплея при решении конкретной задачи.
Математическая модель для блока 4 рисунок 3.1 может быть представлена следующими зависимостями и нормативными данными, представленными в карте Т-3 на с. 87 [5]. При этом, учитывая, что мы разрабатываем алгоритм для одноинструментной обработки, то используем данные и зависимости только для рассматриваемого случая обработки.
Стойкость инструмента в минутах резания ![]()
где λ – коэффициент времени резания инструмента, определяемый из зависимости:
Тм - стойкость фрезы в минутах машинной работы, выбираемая из соответствующей таблицы, карты Т – 3.
Рассмотрим выбор величины Тм программным путем (трети вариант), используя непосредственно данные таблицы. При этом, в таблице Тм карты Ф-3, табличное значение стойкости зависит от диаметра фрезыD, типа фрезы и материала его режущей части. Диаметр фрезы, ее тип и материал режущей части необходимо запросить как исходные данные, введя кодировочную таблицу,
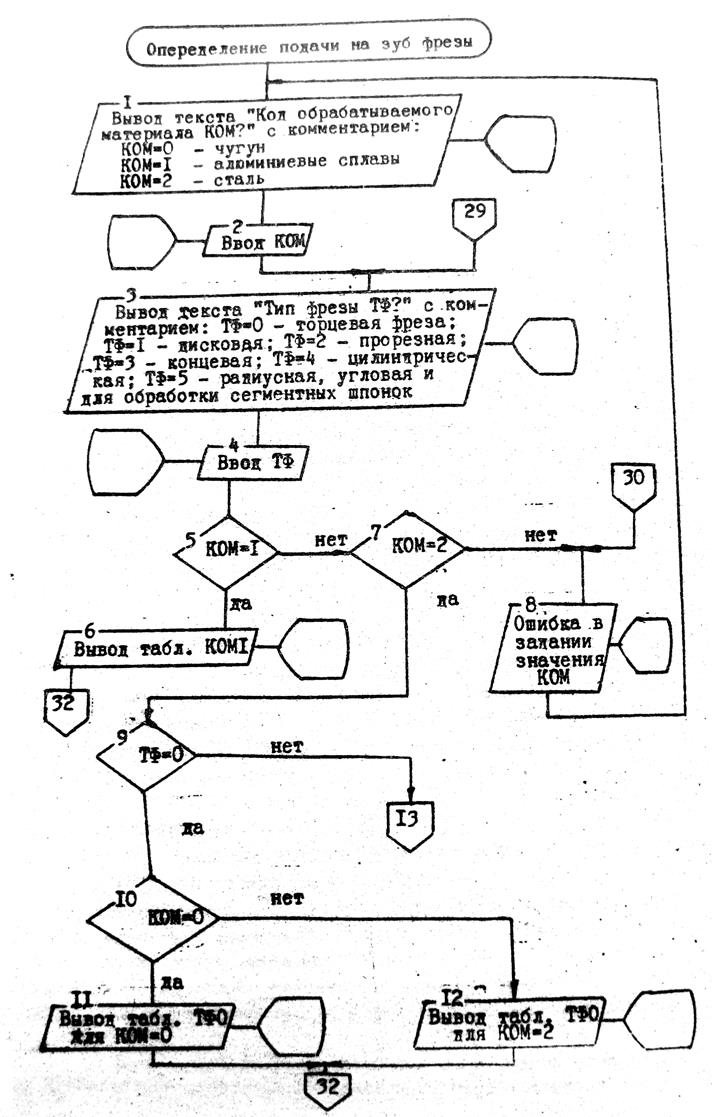
Рисунок 3.3 Схема алгоритма, реализующая блок 3 (Рисунок 3.1)
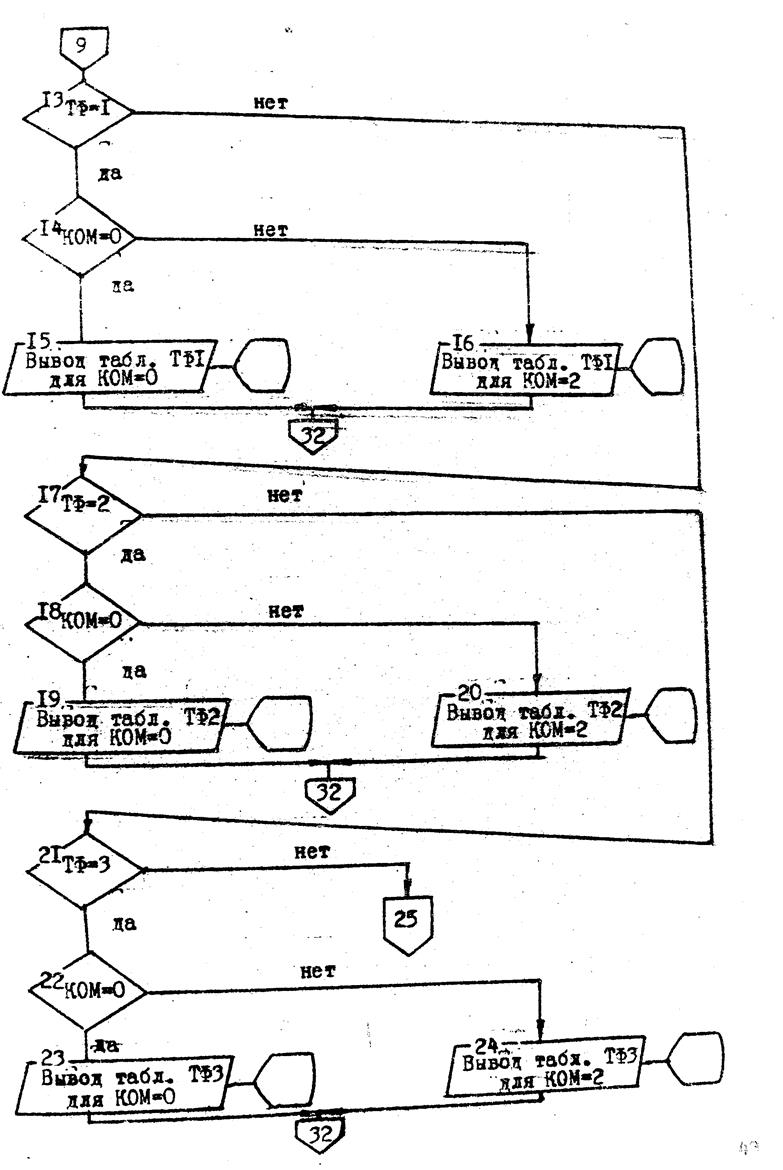
Рисунок 3.3 Схема алгоритма, реализующая блок 3 (Рисунок 3.1)
продолжение
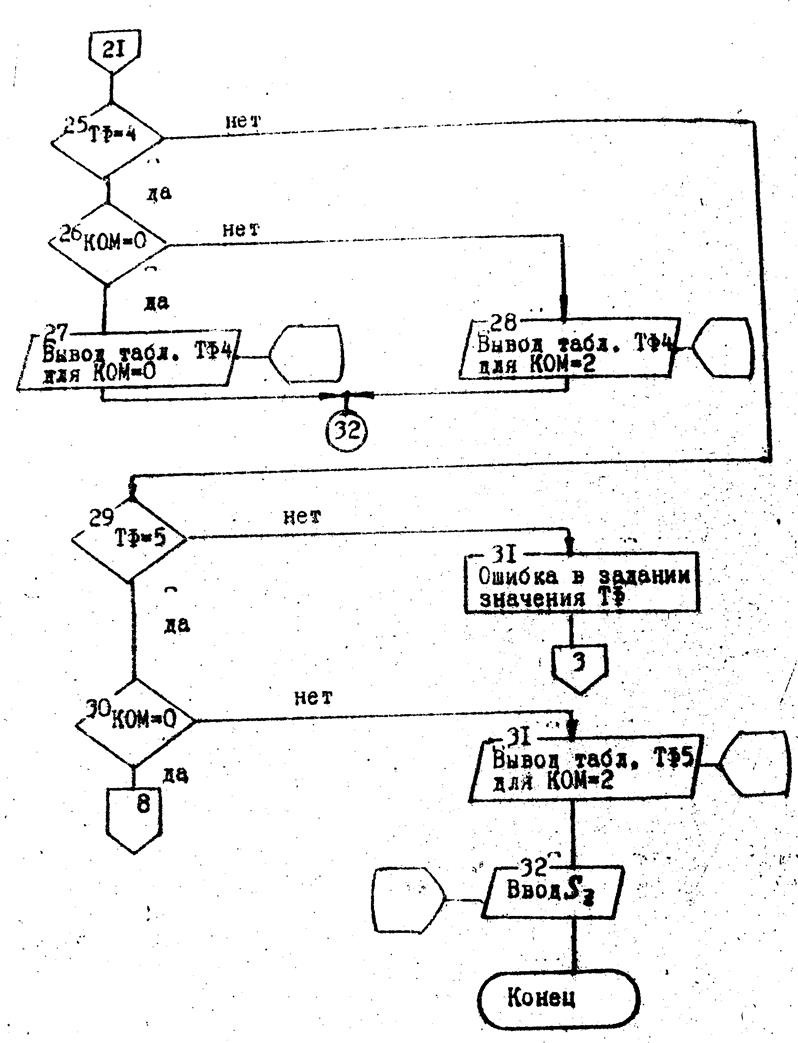
Рисунок 3.3 Схема алгоритма, реализующая блок 3 (Рисунок 3.1)
продолжение например ТФМ (тип фрезы и материал ее режущей части):
ТФМ=0 - твердосплавные торцевая и дисковая двусторонняя;
ТФМ=1 - твердосплавная дисковая трехсторонняя;
ТФМ=2 - быстрорежущая торцевая и дисковая;
ТФМ=3 - быстрорежущая прорезная;
ТФМ=4 - быстрорежущая концевая;
ТФМ=5 - быстрорежущая цилиндрическая;
TФM=6 - быстрорежущая радиусная;
ТФМ=7 - быстрорежущая двухуглевая;
ТФМ=8 - быстрорежущая для обработки сегментных шпонок.
При этих условиях реализация блока 4 рисунок 3.1 по третьему варианту определения величины стойкости режущего инструмента может быть представлена в виде рисунка 3.4.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.