Математическая модель для блока 5 рисунок 3.1 может быть представлена следующими зависимостями и нормативными материалами, представленными в карте Ф – 4 на с. 88 [5]. Последовательность выполнения расчетов по данному этапу представлена на стр. 74 [5].
Скорость резания может быть определена по следующей эмпирической зависимости:
![]()
где Vт - табличное значение скорости резания, которое выбирается в зависимости от типа фрезы и материала её режущей части, глубины резания, подачи на зуб и обрабатываемого материала;
К1 – коэффициент, зависящий от обрабатываемого материала;
К2 – коэффициент, зависящий от стойкости и марки твердого сплава;
К3 – коэффициент, зависящий от вида обработки.
Алгоритм определения скорости резания (и соответственно программа) имеет меньший объём при первом варианте расчёта V, т.е. когда пользователь используя литературный источник вручную выбирает необходимые значения Vт, К1, К2, К3 (с учётом примечаний) и вводит их для расчёта в качестве исходных данных. При втором варианте определения скорости резания необходимо создание кодировочных таблиц по обрабатываемому материалу, типам фрез и материалам их режущей части, а также соответствующим им нормативных таблиц, которые будут выводится на экран дисплея. В этом случае существенно увеличивается по сравнению с первым вариантом объём алгоритма и программы, но сократится время счёта по ней. Реализация же третьего варианта, т.е. программной выборки из таблиц необходимой информации для конкретного расчёта, приводит уже к значительному увеличению по сравнению со вторым вариантом объёма алгоритма и программы, но в большей степени сократится время счёта по ней.
С целью уменьшения объёма алгоритма и программы, а также и времени счёта по ней целесообразно использовать четвёртый подход к разработке алгоритма, заключающийся в том, что вся или большинство нормативной информации предварительно подвергается аппроксимации, т.е. описывается эмпирическими зависимостями. Так для рассматриваемого случая можно воспользоваться рекомендациями стр. 307 – 308 [5], т.е. используя приведённые значения показателей степени определить
 ,
,
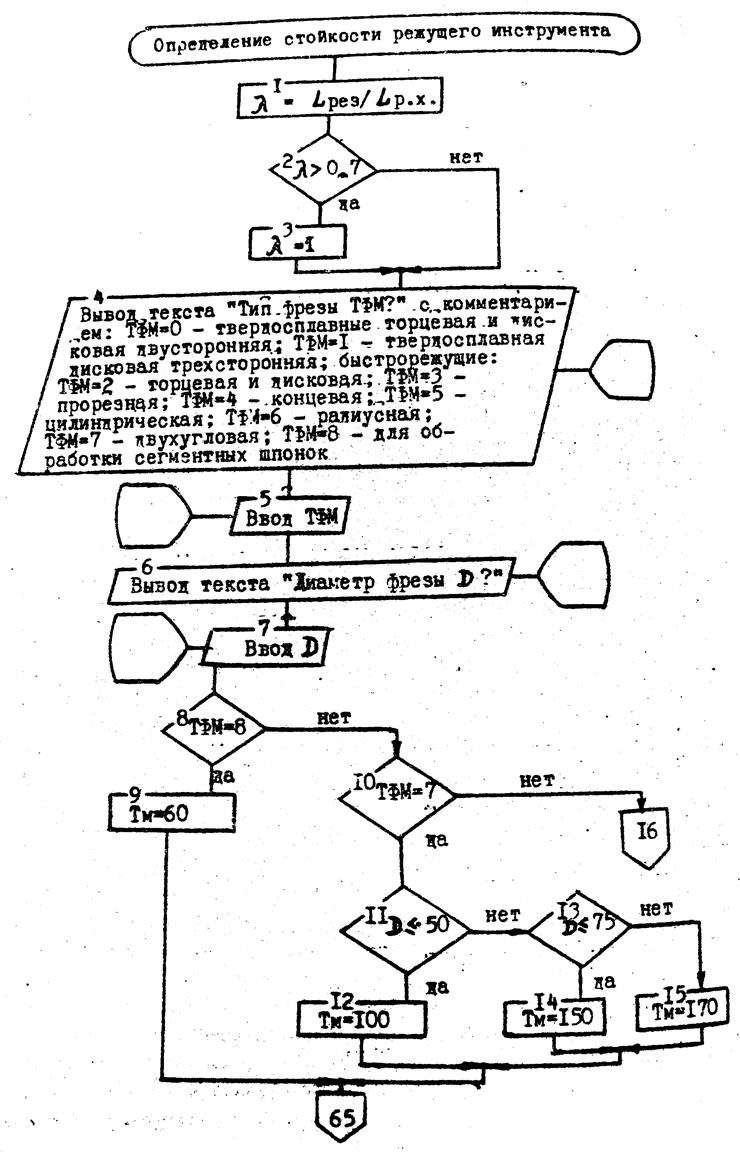
Рисунок 3.4 Схема алгоритма, реализующая блок 4 (Рисунок 3.1)
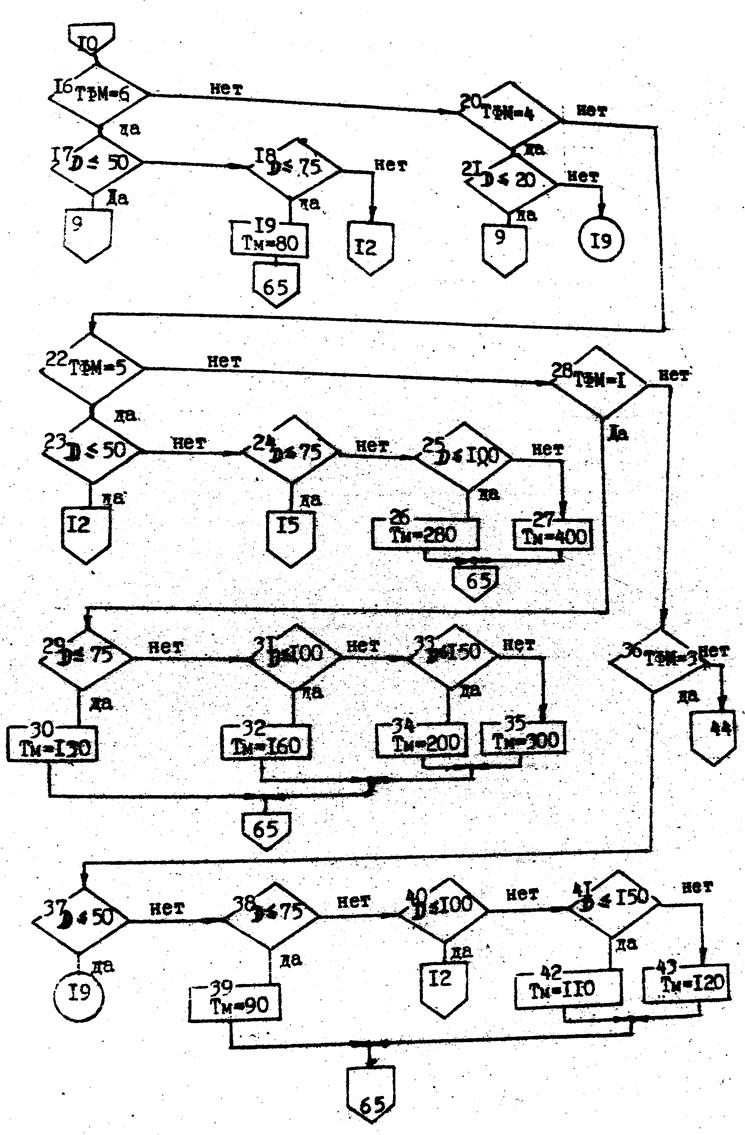
Рисунок 3.4 Схема алгоритма, реализующая блок 4 (Рисунок 3.1)
продолжение
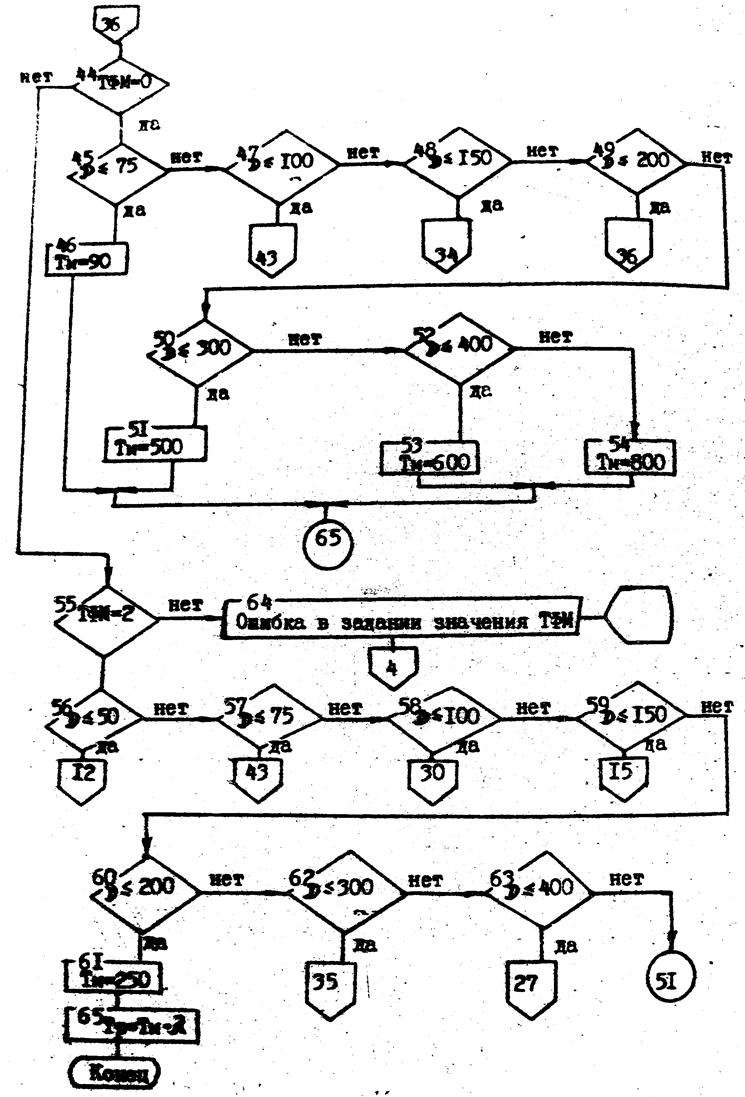
Рисунок 3.4 Схема алгоритма, реализующая блок 4 (Рисунок 3.1)
продолжение где ![]() -
скорость резания при стойкости инструмента равной 100 минут;
-
скорость резания при стойкости инструмента равной 100 минут;
![]() - постоянный множитель
в эмпирической зависимости определения величины скорости резания;
- постоянный множитель
в эмпирической зависимости определения величины скорости резания;
t - глубина резания;
В - ширина фрезерования;
![]() - число зубьев фрезы.
- число зубьев фрезы.
Значения К1, К2, К3 можно определять как по второму либо третьему вариантам, так и выполнив аппроксимацию соответствующих нормативных данных, например, с использованием метода наименьших квадратов. Далее, в математическую модель включается зависимость для расчета частоты вращения шпинделя, соответствующей расчетной величине скорости резания
![]()
Величина nр уточняется по паспорту ставка как ближайшая к имеющейся на станке ступени с возможностью использования одного из трех вариантов подхода к решению данного вопроса и вводится в намять ЭВМ под именем n. Уточняется скорость резания по принятой величине частоты вращения шпинделя:
Рассчитывается минутная подача ![]() ,
,
Где Zu – число зубьев фрезы – выступает в качестве ИД.
Затем для станка с прямолинейной подачей уточняется расчетная величина минутной подачи по паспорту станка (желательно как ближайшая меньшая ступень, а в остальном как и n), ивводится ее значение в память ЭBM под именем Sм, а для станка скруговой подачей:
- определяется частота вращения стола, станкаnст.р. по формуле:
 , где
, где ![]() - средний диаметр расположения деталей на
столе – вводится как ИД.
- средний диаметр расположения деталей на
столе – вводится как ИД.
- уточняется величина ![]() по паспорту станка (желательно как ближайшая
меньшая ступень) и вводится ее значение в память ЭВМ под именем
по паспорту станка (желательно как ближайшая
меньшая ступень) и вводится ее значение в память ЭВМ под именем ![]() ;
;
- рассчитывается фактическая величина минутной подачи по формуле:
![]() .
.
Для разработки алгоритма, реализующего рассмотренный фрагмент математической модели (для блока 5 рисунок 3.1), введем следующие кодировочные таблицы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.