Аналогичные действия происходят на всех остальных операциях.
После обработки детали на алмазно-расточном станке с ЧПУ ПР снимает её и укладывает в специальную накопительную тару, которая подаётся на стол О'ГК, где производится контроль и сдача деталей. Далее деталь подаётся па склад или па сборку.
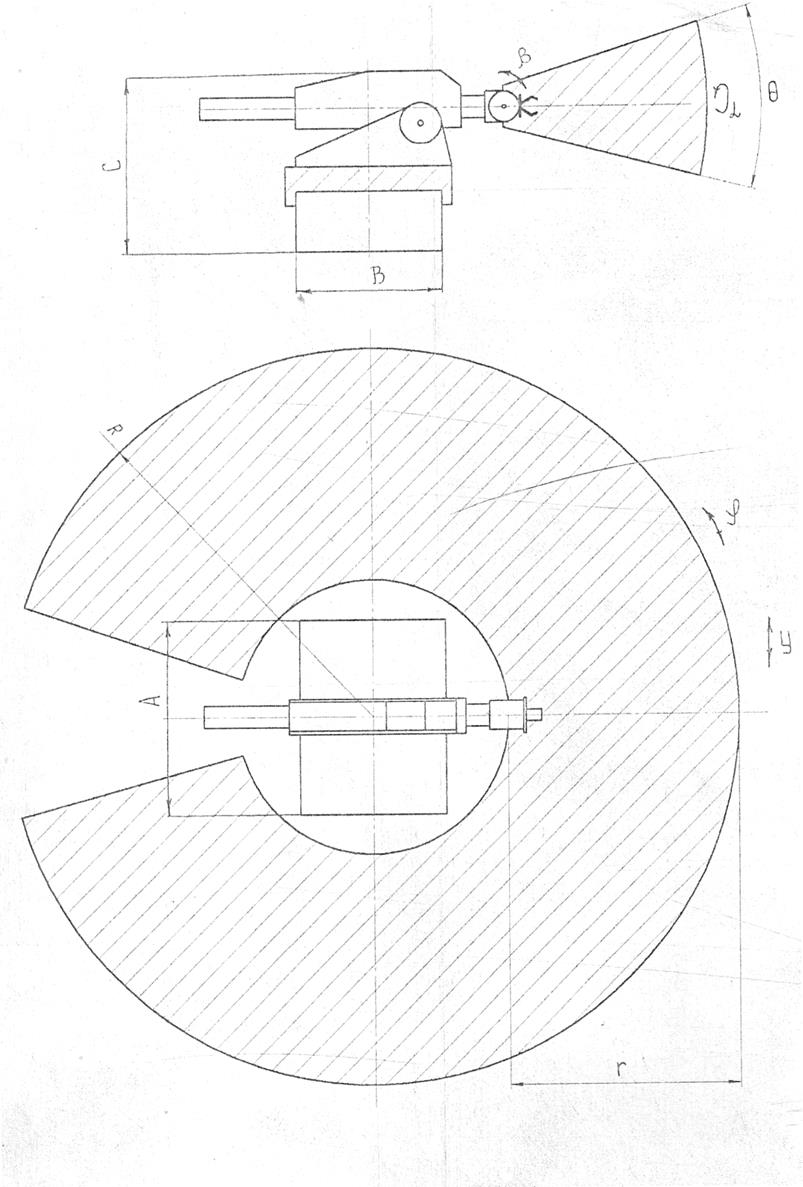
В качестве средства механизации и автоматизации производственного процесса выбираем ПР «Универсал-15».Многоцелевой ПР применяется для автоматизации погрузочно-разгрузочных работ, обслуживания различного технологического оборудования, межоперационного и межстаночного транспортирования объектов обработки и выполнения других вспомогательных операций. Исполнительным механизмом ПР является манипулятор, который обеспечивает установку заготовок в пределах рабочей зоны захватного механизма - схвата. Манипулятор имеет 4 степени подвижности руки в сферической системе координат, которые реализуются механизмами поворота и выдвижения руки, поворота руки относительно вертикальной оси и подъёма руки. Две ориентирующие степени подвижности рабочего органа - схвата создают механизмы вращения кисти руки относительно её продольной и поперечной осей. В состав руки манипулятора входят механизмы качания и поворота кисти со схватом. Основные технические характеристики ПР «Универсал 15»:
- номинальная грузоподъёмность 15,4 кг;
- число захватов на руке - 1;
- тип привода - гидравлический;
- устройство управления АПС-1;
- погрешность позиционирования ±2 мм;
- максимальный радиус зоны обслуживания 2044 мм;
- максимальное выдвижение руки 1000 мм ;
- скорость выдвижения руки 0,8 м/с;
- максимальный угол поворота q> 340°;
0 50°; ^■0.90°; а 360°; ——-----г......
- масса 2300кг;
- размеры А 1260 мм;
В . 1440 мм; С 1600 мм;
- страна-изготовитель-СССР. ---------Общий вид ПР «Универсал J 5» представлен на рисунке 3.
СОДЕРЖАНИЕ.:________ - ......
Введение 4
1 Технологический раздел 5
1.1 Назначение детали 5
1.2 Анализ детали с точки зрения её возможности обработки на автоматическом оборудовании 5
1.3 Разработка технологического маршрута обработки 6
1.4 Нормирование технологического процесса 7
1.5 Выбор оборудования, систем транспортирования.^ управления 11
1 .6 Разработка принципиальной схемы линии по обработке детали 14 1.7 Составление циклограммы работы линии 17
2 Конструкторский раздел 19
2.1 Патентная разработка объекта автоматизации. Расчёт необходимого
. усилия зажима 1 ?
2.2 Расчёт приспособления на точность 21
2.3 Расчёт приспособления на прочность 22 Выводы 23 Литература 24 Приложение
1.7 Составление циклограммы работы линии
При работе робот совершает движения рабочими органами (поворот, взятие, выдвижение схвата и т.п.). Эти действия требуют, определённой затраты времени и могут совершаться как параллельно, так и последовательно.
В общем случае работу ПР можно представить следующими переходами при обслуживании 2-х единиц технологического оборудования, причём в рассматриваемом примере не вводится начальный вариант загрузки;
: 1.поворот к 1-ому станку; ,
2.разгрузка !-ого станка; 3.поворот к разгрузочно-передающсму тактовому столу;
4.установка детали на разгрузочно-передающий тактовый стол;
5.поворот к загрузочному тактовому столу;
6.взятие детали с загрузочного тактового стола;
7.поворот к 1-ому станку;
8.загрузка 1-ого станка;
9.поворот ко 2-ому станку;
10.разгрузка 2-ого станка;
1 1. поворот к разгрузочно-передающему тактовому столу;
12. установка детали на разгрузочно-передающий тактовый стол;
13. поворот к загрузочному тактовому столу;
14. взятие детали с загрузочного тактового стола;
15. поворот к 2-ому станку;
16. загрузка 2-ого станка.___________
Цикл работы ПР состоит из 16 движений. Время, кюхорое-заТраливает ПР па эти движения можно определить приблизительно," т.к. некоторые данные о действиях ПР неизвестны. -Зная технические характеристики ПР определим время на 16 движений ПР, причём введём некоторые допущения:.
а) зажим-разжим схвата 0,5 сек.;
б) после поворота производится выдвижение-вытягивание руки.на величину 800 мм вдоль оси ITI-III со скоростью 1,08 м/с : 1=0,864 сек.;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.