Изменение конструкции. В гл. 1 изложены основы конструирования изделий применительно к роботам и производственной автоматизации. Придерживаться этих базовых принципов — значит обеспечить успех программы автоматизации производства, но на данной стадии процесса внедрения робототехники разумно вернуться к этим принципам и определить, будут ли дополнительные изменения конструкции полезными для роботизированной системы. Особое внимание должно быть уделено согласованию деталей друг с другом или даже с оборудованием, которое будет выполнять над ними технологические операции. Например, для конструкторов исходного изделия совершенно очевидна необходимость установки конических штифтов для обеспечения соединения двух половин кожуха изделия. Но те же конструкторы могут не сделать коническим вал, который входит в отверстие в сборочной установке, что облегчило бы процесс сборки. На самом деле они могут вообще не предусмотреть такого вала, потому что он не нужен для выполнения функционального назначения продукции. Однако причины, кроющиеся в самом процессе изготовления, например в процессе роботизированной сборки, могут сделать изменение конструкции изделия очень полезным.
Конструирование оснастки и крепежных приспособлений. Наступление роботизации способствовало разработке специальных палет и поддонов для сохранения как положения в пространстве, так и ориентации деталей и сборок, с которыми будет иметь дело робот. Разработка процесса штамповки из пенопласта сделала применение таких специальных установочных приспособлений эффективным и экономически оправданным. На рис. 8.4 изображены установочные приспособления палетного и лоткового типа, используемые при погрузке и разгрузке деталей роботами. К сожалению, специальные лотки и палеты могут оказаться слишком дорогими, чтобы применять их во время стадии дооснащения в процессе внедрения робота. Обычно из положения выходят, изготавливая установочные приспособления вручную из подходящих материалов, например гофрированного картона или дерева.
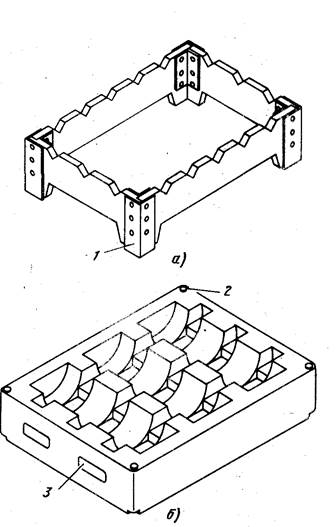
Рис. 8.4
Образцы изготовленных под конкретные детали установочнык приспособлений в виде палет (а) и лотков (б) из пластмессы, которые обеспечивают ориентацию деталей для их захвата роботом:
1 — металлические крепежные уголки, ориентирующие Приспособление при укладке в штабель; 2 — штыри для ориентации при укладке пустых лотков и штабель; 3 — сквозные окна под вилы транспортера
Конструирование захватов. Обратимся к конструированию непосредственно захватов. Захваты являются наиболее нагруженным элементом, и они подвержены сильному износу. Чтобы выйти из положения, предлагается изготавливать губки захватов из закаленной инструментальной стали, однако такие губки нельзя рекомендовать к использованию для стадий дооснащения и моделирования. Конструкция захватов обычно претерпевает ряд изменений в процессе внедрения робота. Поэтому для облегчения проведения экспериментов часто применяются мягкие металлы, чаще всего алюминий.
Конструкция захвата может обеспечить успех или погубить проект роботизации, поэтому важность этого вопроса нельзя недооценивать. Конструкция изделия и выполняемые с ним манипуляции определяют тип и сложность применяемого захвата. Обычная загрузка и разгрузка установки требует, по всей вероятности, захвата простейшей конструкции. Но если задачей является манипулирование поковками, сложность возрастает, о чем будет рассказано в гл. 9 при обсуждении примеров применения роботов.
Захваты наиболее сложных конструкций используются для автоматической сборки. Для таких захватов возможно использование нескольких осей движения и промежуточных положений, принимаемых под воздействием пружин. Кроме того, на захватах может быть закреплена вспомогательная оснастка.
При конструировании захвата робота следует рассмотреть возможность использования двойных захватов. Такие захваты наиболее эффективны при загрузке и разгрузке установок, когда робот одновременно манипулирует и заготовкой и обработанной деталью. Таким образом, за каждый подход к установке робот загружает и разгружает ее. Преимуществом такой стратегии является то, что робот может перемещать детали в другие места, пока установка производит обработку, вместо того, чтобы бесполезно простаивать перед ней, ожидая завершения цикла. Такие системы будут детально проанализированы в гл. 9.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.