После испытания робота в замедленном режиме, он может быть перепрограммирован на режим обучения В, т. е. его скорость может быть увеличена до нормальной. Это испытание является первым испытанием данной системы в полном масштабе и на рабочей скорости, поэтому его успех не гарантирован. Персонал все еще должен быть готов ко всяким неожиданностям, описанным в начале главы. Может понадобиться ручная подача роботу заготовок и отбор после обработки.
При проведении экспериментов опасность нахождения человека в рабочей зоне является наивысшей. Множество инженеров, техников, операторов и просто любопытных собираются посмотреть и помочь в опробовании нового робота. Границы рабочей зоны при этом четко не обозначены какими-либо барьерами.
Техникам часто требуется входить в рабочую зону для настройки клапанов, механических упоров, захватов или крепежных приспособлений, установленных на рабочем месте. Лица, обеспечивающие энергопитание и работу системы управления, в этот период должны быть уверены, что рабочая зона свободна во время действия робота. Использование надписей типа «Покиньте опасную зону» может способствовать обеспечению безопасности, но оператор, перед тем как включить робот, должен удостовериться, что требование освободить рабочую зону действительно выполнено.
Оценка повторяемости. Как только рабочий цикл полностью отлажен для работы в реальном масштабе времени, его необходимо осуществить несколько раз подряд для проверки повторяемости. До того как перенести выполнение операции в производственные условия, проверку следует провести на испытательном стенде. Иногда обнаруживается, что роботизированная система может отлично отработать несколько циклов подряд на полной скорости, а затем начинают возникать проблемы. Во время многократных испытаний необходимо часто проверять выверенность оборудования и контролировать повторяемость робота.
Полезным прибором для выверки испытательных стендов и контроля повторяемости роботов является маломощный лазер. В приведенном выше примере, относящемся к намотке электродвигателей на заводе фирмы. «Зингер», допуски на взаимное расположение были малы, и для контроля малейших изменений положения объектов во время испытаний применяли лазер (см. рис. 8.6). На каркасе модели установки было смонтировано обыкновенное стоматологическое зеркальце, а луч лазера, отраженный от него, для увеличения разрешающей способности направили на стену лаборатории. Принцип работы проиллюстрирован на рис. 8.7. Положение маленького светового пятна на стене, образуемого лучом сильно коллимированного света от лазера, попросту отмечали карандашом, чем регистрировалось исходное положение (точка Л). В любой момент испытаний можно проконтролировать положение светового пятна от лазера по отношению к карандашной отметке. Выбранный для этой цели лазер имеет малую мощность (0,95 мВт), так что обслуживающий персонал находится в безопасности даже при пересечении луча, конечно, если никто не смотрит прямо по лучу на источник света. Следующий пример иллюстрирует увеличение разрешающей способности, обеспечиваемое лазером, когда им пользуются для выверки.
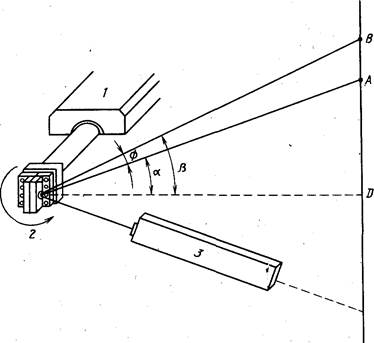
Рис. 8.7
Луч лазера позволяет значительно увеличить разрешающую способность оптического устройства для контроля углового положения частей испытательного стенда. Точки Л и В являются маленькими световыми пятнами, образованными лучом лазера, отраженным от стоматологического зеркала, закрепленного на руке робота. Расстояние от робота до стены, на которую отбрасывается свет, может достигать 40 футов (12,2 м), причем чем больше это расстояние, тем больше разрешающая способность устройства. Расстояния АВ, AD, BD и CD могут быть легко измерены:
1— рука робота; 2 — запястье руки поворачивается вокруг точки С; 3 — гелиево-неоновый лазер мощностью 0,95 мВт
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.