|
Поз. № |
Органы управления и их назначение |
|
1 |
Панель оператора производства фирмы “Siemens" |
|
Кнопки |
|
|
5 |
Выключение полуавтомата. |
|
6 |
Включение полуавтомата. |
|
7 |
Выключение цикла работы. |
|
8 |
Возврат в исходное положение. |
|
9 |
Аварийное отключение полуавтомата. |
|
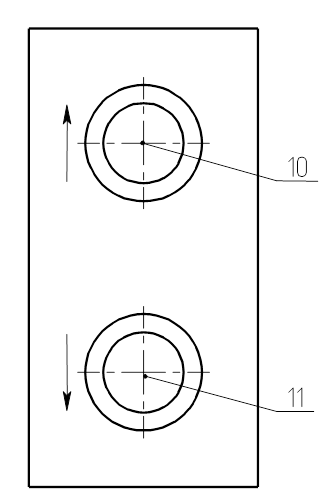
10 |
Плита подъемника вверх. |
|
11 |
Плита подъемника вниз. |
|
Сигнализация |
|
|
15 |
“В допуске”. |
|
16 |
“Вне допуска”. |
|
17 |
“Брак по входу”. |
|
18 |
Готовность к пуску автоматического цикла. |
|
19 |
Неисправность полуавтомата. |
|
20 |
Полуавтомат включен. |
4.1.4. Панель оператора производства фирмы “Siemens” обеспечивает диалог “человек – машина” во всех режимах работы полуавтомата.
Таблица 4
|
№ п/п |
Обозначение символа |
Перечень графических символов |
|
1 |
I |
Пуск. |
|
2 |
O |
Останов. |
|
3 |
|
Вверх. |
|
4 |
|
Вниз. |
|
5 |
|
Готовность к пуску автоматического цикла. |
|
6 |
|
Неисправность. |
|
7 |
|
Исходное положение. |
|
8 |
|
Преобразователь. |
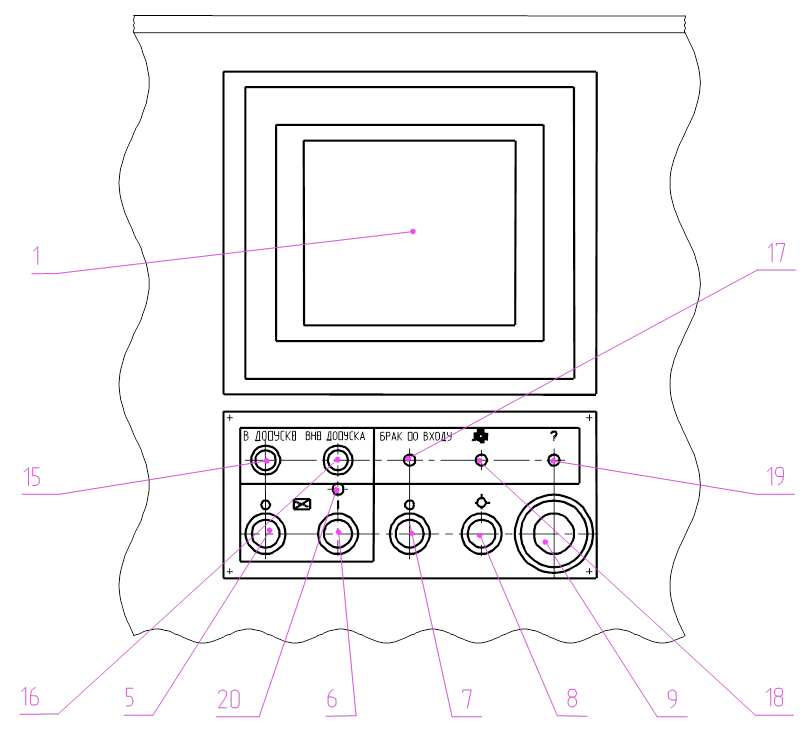 |
Рис. 5 Органы управления полуавтомата
 |
4.2. Компоновка полуавтомата.
4.2.1. Компоновка полуавтомата представляет собой две совмещенные станочные позиции ¾ измерительную и корректирующую.
4.2.2. Измерительная позиция представляет собой основание на котором установлен балансировочный узел в виде стойки, несущей с одной стороны установленный на плите приводной электродвигатель, а с другой стороны на двух прикрепленных к ней, вертикально расположенных, плоских лентах ¾ корпус.
В расточке корпуса балансировочного узла смонтирована пиноль, шпиндель которой через зубчатую передачу (i = 1) связан с преобразователем угловых перемещений (ЛИР - 137А).
В верхней цилиндрической расточке шпинделя пиноли закреплена балансировочная оправка, предназначенная для крепления и центрирования балансируемой детали.
В нижней части стойки балансировочного узла установлено разжимное устройство, предназначенное для разжима балансируемой детали от зажимных сил балансировочной оправки. Этот механизм выполнен в виде “плавающего”, вдоль оси шпинделя, цилиндра, обеспечивающего разгрузку подшипников шпинделя от разжимных усилий.
Датчик индукционный, катушка которого тягой связана с корпусом балансировочного узла, предназначен для преобразования механических колебаний, возникающих при вращении неуравновешенной детали в электрические сигналы.
4.2.3. Корректирующая позиция смонтирована на общем, с измерительной позицией, основании и представляет собой каретку, на “плавающем” корпусе которой установлена сверлильная головка с механизмом подач и ряд вспомогательных устройств.
Под действием сверл на обрабатываемую поверхность балансируемой детали, корпус, с закрепленными на нем сверлильной головкой и разгрузочным упором, “всплывает” на роликовых опорах качения в горизонтальном направлении до контакта упора с внутренним диаметром детали. В результате этого происходит замыкание осевой силы резания на самой детали и, соответственно, разгрузка балансировочного узла от воздействующей на него силы.
Удаление стружки производится во время коррекции дисбаланса при помощи стружкоотсасывающего устройства, питающегося сжатым воздухом под давлением не ниже 4 атм.
4.2.4. Система управления и измерительная система полуавтомата реализуются программируемым логическим контроллером фирмы “Siemens”.(Приложение,Лист 13)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.