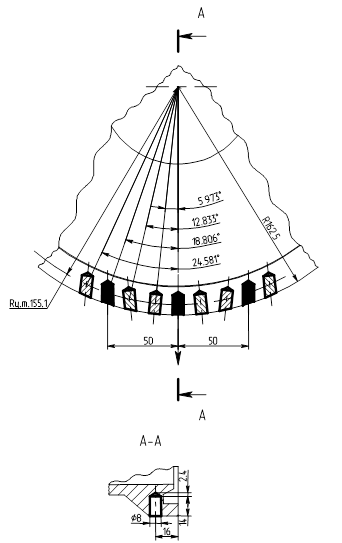
1.5. Коррекция дисбаланса производится сверлением 3, 6 или 9 отверстий на требуемую глубину, в зависимости от значения начального дисбаланса (см. схему коррекции рис. 1).
1.6. Колебательная система полуавтомата ¾ дорезонансная.
1.7. Условия эксплуатации ¾ УХЛ-4 по ГОСТ 15150-69 в интервале температур от +5°С до +35°С.
1.8. На полуавтомат балансируемые детали должны поступать без следов смазочных масел, эмульсии и стружки.
1.9. Не допускается установка и эксплуатация полуавтомата в местах, где фундамент подвержен недопустимо большим вибрациям от работы кузнечно-прессового и другого оборудования. При этом уровень вибраций на рабочем месте не должен превышать значений, указанных в ГОСТ 12.1.012-90.
1.10. Допустимое изменение частоты и напряжения питающей сети должно соответствовать требованиям ГОСТ 6697-97.
1.11. Установка, монтаж и эксплуатация полуавтомата должны производиться в соответствии с требованиями, изложенными в руководстве по эксплуатации и эксплуатационных документах к комплектующим изделиям.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1. Основные технические данные полуавтомата приведены в таблице 1.
Таблица 1
|
№ п/п |
Наименование параметров |
Данные |
|||
|
1 |
Балансируемая деталь, чертеж |
3151- 3501070 |
3151- 3103010СБ |
3741- 3103010СБ |
|
|
2 |
Масса балансируемой детали, кг |
7,5 |
12,05 |
12,09 |
|
|
3 |
Начальный дисбаланс, гсм |
600 |
|||
|
4 |
Допустимый дисбаланс, гсм (гмм/кг) |
250 (333) |
250 (207) |
250 (207) |
|
|
5 |
Допустимый дисбаланс готовой детали после повторной ее установки для контроля, гсм |
280* |
285* |
285* |
|
|
6 |
Частота вращения детали при балансировке, об/мин |
245* |
|||
|
7 |
Наибольший диаметр сверления лри коррекции дисбаланса, мм |
8 |
|||
|
8 |
Наибольшая глубина сверления при коррекции дисбаланса, мм |
14 |
|||
|
9 |
Производительность полуавтомата при Ки = 0,85, шт/час |
32 ** |
|||
|
10 |
Характеристика электрооборудования |
||||
|
10.1 |
Род тока питающей сети |
переменный, трехфазный |
|||
|
10.2 |
Частота тока, Гц |
50 |
|||
|
10.3 |
Напряжение, В |
380 |
|||
|
10.4 |
Мощность привода вращения балансируемой детали, кВт |
1,1 |
|||
|
10.5 |
Мощность привода вращения шпинделя сверлильной головки, кВт |
1,5 |
|||
|
10.6 |
Мощность привода подач сверлильной головки, кВт |
1,5 |
|||
|
11 |
Габаритные размеры полуавтомата, мм длина ширина высота |
2120 3330 2270 |
|||
|
12 |
Масса полуавтомата, кг |
1900 |
|||
|
13 |
Метод коррекции (см. схему коррекции рис.1) |
Сверление отв. Æ8 мм (до 9 шт.) на глубину до 14мм (без учета конуса сверла) |
|||
* Уточняется при испытании полуавтомата.
** Производительность полуавтомата при максимальном значении начального дисбаланса балансируемой детали. Уточняется при испытании полуавтомата.
|
|
Баланси- руемые дет. |
Масса, кг |
Начальный Дис-баланс, гсм |
Допусти-мый дисбаланс, гсм |
Мате-риал |
|
3151-3501070 |
7,5 |
600 |
250 |
СЧ 18 |
|
|
3151-3103010СБ |
12,05 |
||||
|
3741-3103010СБ |
12,09 |
||||
|
1. Масса металла удаляемого при сверлении одного отверстия: m = 0,785´0,82´1,4´7,2+0,2618´0,82´0,24´7,2= 5,064+0,29=5,354г. 2. Дисбаланс, устраняемый сверлением одного отверстия: D1 = 5,354´15,51 = 83гсм. 3. Дисбаланс, устраняемый сверлением трех отверстий: D3 = 83+2´83´cos18,806° = 240гсм. 4. Дисбаланс, устраняемый сверлением шести отверстий: D6 = 240×2×cos5,973º = 477гсм. 5. Дисбаланс устраняемый сверлением девяти отверстий: D9 = 477+240 = 717гсм. |
|||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.