5. ДОПУСКИ И ПОСАДКИ
5.1. Основные понятия и определения
При сборке сопрягаемых деталей, входящих одна в другую, различают охватывающую поверхность (отверстие) и охватываемую (вал). Размер сопрягаемых поверхностей отверстия и вала носит общее название номинального размера соединения, который одинаков для отверстия и для вала. Его округляют до стандартного значения по ГОСТ 6636 (Прил. Г) и проставляют на чертежах.
Обеспечить точно номинальный размер невозможно никакими технологическими приёмами. В подавляющем большинстве случаев в этом и нет необходимости. Действительный размер, получаемый обработкой и измеряемый специальным инструментом, должен находиться между предельными, ограниченными стандартом, размерами.
Разность между размерами отверстия и вала определяет посадку, т.е. характер соединения сопряжённых деталей,которая может быть с зазором, с натягом и переходной, допускающей как зазор, так и натяг.
Принята международная буквенно-цифровая система обозначений предельных отклонений размеров от номинала (ГОСТ 25347). Отклонения а – h (для валов) и А – Н (для отверстий) предназначены для образования полей допусков и посадок с зазором; р – zс (Р – ZC) – для обеспечения гарантированного натяга (прессового соединения); js, k, m, n (Js, К, М, N) дают переходные посадки.
На рис. 28 представлено соединение с зазором, где D = d – номинальный размер. Наибольший и наименьший предельные размеры определяют по зависимости: для отверстия
![]() (31)
(31)
для вала
![]() (32)
(32)
 |
Рис. 28. Соединение с зазором
В формулах (31) и (32) Dmax и Dmin – предельные размеры отверстия, dmax и dmin– предельные размеры вала, EI и ei – основные отклонения соответственно отверстия и вала, минимальные по абсолютной величине; ES – максимальное предельное отклонение отверстия; es – максимальное предельное отклонение вала. Предельные отклонения:
![]() (33)
(33)
где ITD – допуск отверстия, определяемый как разность между предельными отклонениями; ITd – допуск вала.
Величины ES и es зависят от квалитета (quality – качество, имеет смысл класса точности), по которому назначается допуск IТ (I – ИСО, Т – Toleranz – допуск). Установлено 20 квалитетов, из которых квалитеты 6...8 характеризуют высокую точность размеров, а квалитеты 12... 15 используют для свободных размеров. Если назначить для вала 6-й квалитет, а для отверстия 7-й, то в формуле (33) можно записать IT6вместо ITd и IT7 вместо ITD.
Разнообразные посадки получают путём изменения предельных отклонений одной детали, оставляя неизменными предельные отклонения другой детали, являющейся основной деталью системы. В системе отверстия, являющейся предпочтительной по техническим и экономическим соображениям, минимальное предельное отклонение EI = 0.
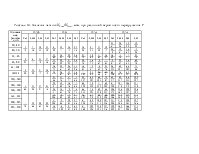
Каждый из заштрихованных прямоугольников на рис. 28, ограниченных верхним и нижним отклонениями, называется полем допуска. На рисунке показаны поля допусков с зазорами от Smin = Dmin – dmax до Smax = Dmax – dmin. Предельные отклонения наиболее распространенных размеров и посадок приведены в табл. 10.
5.2. Расчёт посадок с гарантированным натягом
Прессовую посадку ступицы одного из колёс редуктора на вал студент должен рассчитать, а в других аналогичных соединениях принять такими же. Расчётная схема соединения представлена на рис. 29. На схеме показаны: d – номинальный размер соединения; d1 и d2 – диаметры вала (внутренний) и втулки (наружный); l – длина ступицы;Fa – осевая сила; Т – крутящий момент.
 |
Рис. 29. Расчётная схема соединения с натягом
По теории расчёта толстостенных сосудов давление на поверхности контакта в МПа в зависимости от натяга определяют по формуле Лямэ:
 (34)
(34)
где N – расчётный натяг, мм; С1 и С2 – коэффициенты задачи Лямэ; Е1 и Е2 – модули упругости, МПа.
Коэффициенты С1 и С2 определяют по формулам:
 (35)
(35)
где μ1 и μ2 – коэффициенты Пуассона.
Таблица 9
Таблица 10. Предельные отклонения, мкм
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.