При сопоставлении методов получения производящих линий видно, что число движений формообразования, необходимых для их проведения различно. Так, если для метода обката и следа достаточно одного формообразующего движения (простого или сложного), то для метода касания таких движений должно быть два или более. Таким образом, каждый из методов требует определенного числа формообразующих движений. Общее число движений, необходимых для формообразования обрабатываемой поверхности, равно их сумме. Но очень часто одно и тоже движение участвует в получении как направляющей, так и образующей, и тогда общее число движений формообразования получается вычитанием из их суммы числа совмещенных движений.
В большинстве случаев число формообразующих движений на металлорежущих станках не превышает трех. Все формообразующие движения на металлорежущих станках принято называть движениями резания. То из них, которое совершается с наибольшей скоростью, называют главным движением резания. Все остальные, выполняемые с меньшей скоростью, называют движениями подачи. Движения резания являются составной частью совокупности исполнительных движений, осуществляемых на станке. Все исполнительные движения станка можно разделить по назначению: формообразующие; установочные, обеспечивающие получение поверхностей требуемого размера (например, врезание); делительные, обеспечивающие равномерное расположение на детали поверхностей одинакового профиля; вспомогательные, обеспечивающие установку, зажим, транспортирование и правку инструмента; движения управления, совершаемые органами управления, регулирования и координирования.
Установочные и делительные движения могут быть частично или полностью совмещены с движениями формообразования.
В полом цилиндре должна быть нарезана внутренняя резьба шагом Т треугольного профиля ре резцом, профиль которого в точности совпадает с профилем резьбы (рис. 1.2.2).
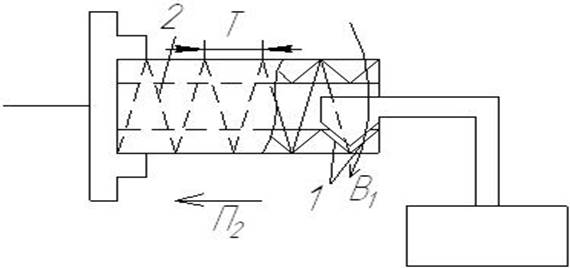
Рис. 1.2.1. Форма производящих линий
Образование такой поверхности легко реализуется на станках токарной группы двумя элементарными движениями: вращательным В1 , движением заготовки и поступательным П2 инструмента. Производящими линиями рассматриваемой геометрической поверхности является профиль резьбы 1 и винтовая линия резьбы 2.Резьбовая поверхность в этом случае получается как след, оставляемый образующей линией 1 при её перемещении по направляющей линии 2.
Таким образом, для создания этой поверхности необходимы производящие линии, получение которых возможно соответствующими формообразующими движениями, содержание которых зависит от методов образования производящих линий. Производящая линия 1 – профиль резьбы – получается методом копирования, т.к. форма и протяженность этой линии совпадает с формой и протяженностью лезвия режущего инструмента. Она получается, как копия режущего инструмента. В этом случае образование линии происходит без движения формообразования, т.е. для получения производящей линии 1 не требуется формообразующее движение. Производящая линия 2 – винтовая линия – получается методом следа. Лезвие режущего инструмента можно рассматривать как совокупность материальных точек, при движении которых будет оставаться след, являющийся производящей линией 2. Метод следа требует одно формообразующее движение, которое в данном случае – сложное формообразующее движение Ф (В1П2), представляющее собой сочетание двух элементарных движений.
Таким образом, для получения заданной винтовой поверхности требуется одно формообразующее движение, которое является одновременно и движением скорости резания и окончательно может быть записано как ФV(В1П2).
2.Построение и анализ структурной схемы станка.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.