В зависимости от метода гранулирования прочность и пористость гранул получаются разными. В схеме с распылительными сушилками (см. разд. 3.2.3) и в камерно-поточном способе , где гранулирование производится методом окатывания, гранулы сравнительно малопрочны и пористы. Они хорошо поглощают аммиак со снижением свободной кислотности до 1—2 % Р205. В ретурном способе (см. разд. 3.2.4) и в рассматриваемом процессе с аппаратом БГС, где гранулы образуются за счет многократного наслаивания частично подсушенной пульпы на центры гранулообразовання (частицы ре- тура), они имеют очень малую пористость. Такие гранулы поглощают аммиак с небольшой скоростью, и снижение свободной кислотности продукта до 2—3% Р2О5СВ06 и менее сопряжено с повышенным расходом аммиака и уменьшением степени его использования. На степень связывания аммиака большое влияние оказывает также содержание влаги в двойном суперфосфате. Поэтому при аммонизации продукта с содержанием влаги менее 2,0—2,5 % на поверхность гранул подают диспергированную форсункой воду из расчета 1 ч. на 1 ч. аммиака (А. с. 654593).
Реакция нейтрализации первого водородного иона фосфорной кислоты аммиаком экзотермична (Л#°298 = —1 13 кДж), и без отвода теплоты температура продукта значительно повышается. Например, гранулы суперфосфата с температурой 80;— 90 °С в процессе аммонизации нагреваются до 170—180 °С. При этой температуре моиокальцийфосфат плавится в кристаллизационной воде, и в суперфосфате образуются монолитные комки, которые содержат дигидро- и гидрофосфат аммония, гидрофосфат и фосфат кальция. Содержание аммиака в комках достигает 8%, а воды—11 % [127].
Нейтрализация двойного суперфосфата аммиаком проводится во вращающемся аппарате барабанного типа (рис. 6). Одновременно с нейтрализацией в этом аппарате осуществляется и охлаждение продукта до требуемой температуры за счет подачи воздуха. Подвод аммиака внутрь аппарата производится через коллектор, имеющий несколько штуцеров Для присоединения сопел. Последние расположены в гладкостенных зонах и погружены в слой движущегося нейтрализуемого материала. В аммонизаторе-холодильнике зоны нейтрализации и охлаждения чередуются. На входе в аппарат, где смонтирована
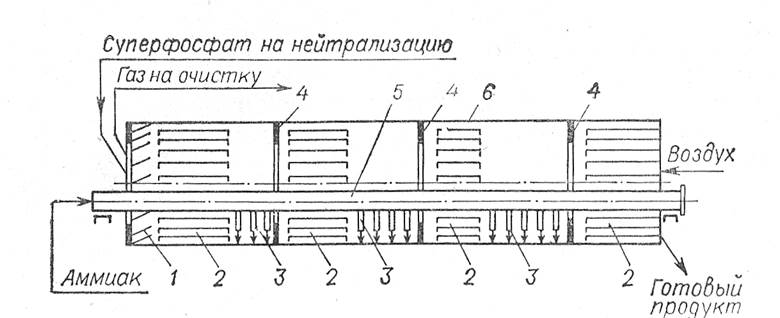
Рис. 6. Аммонизатор-холодильник
/ — распределительная насадка; 2 — подъемно-лопастная насадка;
аммиака; 4 — подпорное кольцо; 5—коллектор' аммиака; 6 – корпус приемио-винтовая насадка, и выходе из него суперфосфат охлаждается. Для обеспечения заданной степени заполнения аппарата (15—20%) каждая зона аммонизации снабжена подпорным кольцом. Гранулы в аммоннзаторе-холодилышке охлаждаются за счет просасывания через него воздуха по принципу противотока в количестве, достаточном для отвода тепла, поступающего с двойным суперфосфатом и выделяющегося при взаимодействии аммиака с фосфорной кислотой. При этом температура продукта в зонах аммонизации не превышает 100°С. По мере продвижения массы к выгрузочной части содержание свободной кислоты в ней постепенно снижается; чем меньше размер гранул, тем быстрее оно достигает требуемой величины. Степень использования аммиака, подаваемого в аммонизатор- холодильник, составляет 90—92 % [127].
Отходящие газы очищаются от вредных примесей (пыль, фтористые соединения, аммиак) в системе абсорбции. Нейтрализованный двойной суперфосфат имеет следующий состав: Р206 Усв - 43-44 %; Р205 вод - 40-42 %; Р205 Своб - 3-5 %; NH3 - 0,9-1,3 % и Н20 - 3—4 % •
Готовый продукт обладает хорошими физико-механическими свойствами и отправляется потребителю незатаренным, насыпью.
5.4.Очистка отходящих газов от пыли
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.