 (5.2)
(5.2)
где Q – сила закрепления заготовки, Н;
Q/ - сила сжатия лепестков цанги для выбора зазора между ее губками и заготовкой, Н;
φ – угол трения между цангой и втулкой;
 (5.3)
(5.3)
где k – коэффициент запаса;
Мтр – момент, передаваемый цангой;
r – радиус базовой поверхности детали, мм;
Pz – осевая сила, двигающая деталь
f1 - коэффициент трения конусной поверхности;
 (5.4)
(5.4)
где D0 – диаметр обрабатываемой поверхности, мм;
Pz – сила резания, кгс;
Мтр =1,0
 (5.5)
(5.5)
где Е =2,2·105 МПа – модуль упругости материала цанги;
l=130 мм – длина лепестка от места задела до середины конуса;
n=3 – число лепестков цанги;
f =25/2 мм – стрела прогиба лепестка;
J– момент инерции сектора в месте задела лепестка цанги, мм4;
 (5.6)
(5.6)
где D = 40мм – наружный диаметр поверхности (лепестка);
ρ = 8мм – толщина стенки лепестка;
α1 = 250 – половина угла сектора лепестка цанги;


Расчет экономической эффективности приспособления
Ожидаемую экономию от приспособления можно рассчитать по формуле:/4/
![]() (5.8)
(5.8)
где ам – себестоимость одной станко – минуты;
N– годовая программа выпуска, шт/год;
Тпршт.к – ожидаемое штучно-калькуляционное время от применения приспособления, мин;
![]()
где
![]() - затраты переменные, переменно –постоянные
и прочие постоянные (косвенные) цеховые расходы
- затраты переменные, переменно –постоянные
и прочие постоянные (косвенные) цеховые расходы
![]()
![]()
Срок окупаемости приспособления определяется по формуле:/2/
где Δk– дополнительные первоначальные затраты, связанные с применением приспособления и зависящие от размеров и сложности приспособления.
![]()
5.2 Приспособление для автоматической притирки клапанов двигателя 6NVD-48
В качестве приспособления для автоматической притирки клапанов применяется станок, принципиальная схема которого изображена на рисунке 5.2 /28/
5.2.1 Принцип действия приспособления
Станок состоит из рамы 1, на которой смонтирован привод, состоящий из электродвигателя 2 и червячного редуктора 3, соединенный муфтой. Входной вал редуктора соединен с рабочим валом 4, установленным в подшипниках 6. На рабочем валу монтируется втулка 5 с закрепленными в ней четырьмя поворотными и двумя отжимными пальцами (для правого и левого вращения). На раме имеются отверстия для крепления крышки цилиндра. На шток клапана 8 надевают пружину 7 и закрепляют звездочки 10. При включении электродвигателя рабочий вал приводится во вращение, и пальцы, взаимодействуя со звездочкой, поворачивают клапан в обе стороны и отжимают их от седла в конце каждого поворота.
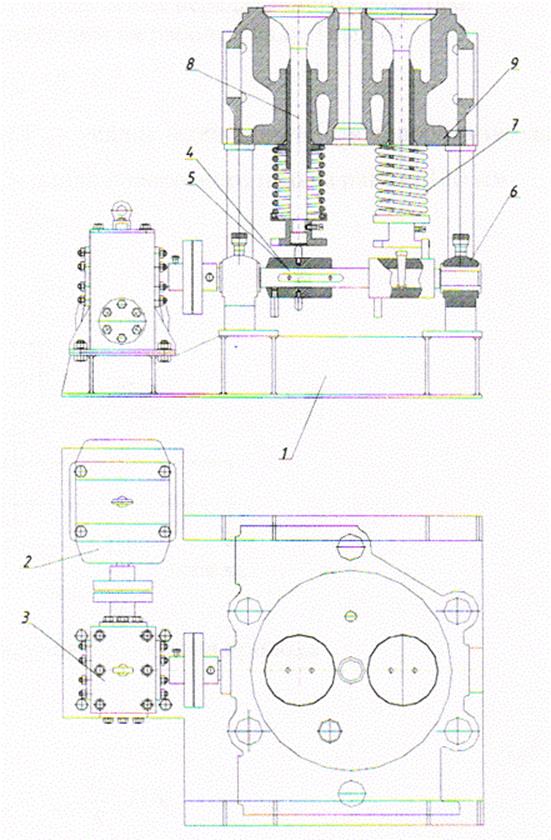
Рисунок 5.2 Станок для автоматической притирки клапанов двигателя 6NVD-48
1 – рама, 2 – электродвигатель, 3 – червячный редуктор, 4 – рабочий вал, 5 – втулка с поворотным и отжимным пальцами, 6 – подшипник, 7 – пружина клапана, 8 – притираемый клапан, 9 – крышка цилиндра двигателя 6NVD-48, 10 – звездочки.
5.2.2 Расчет привода рабочего вала
Рабочий вал станка для притирки клапана двигателя 6NVD-48 приводится во вращение при помощи электродвигателя через червячный редуктор. Схема привода изображена на рисунке 5.3
Определим момент вращения на рабочем валу:/16/
![]() (5.11)
(5.11)
где Рзв – усилие необходимое для поворота звездочки, Н;
lп– длина поворотного пальца, равная 100 мм.
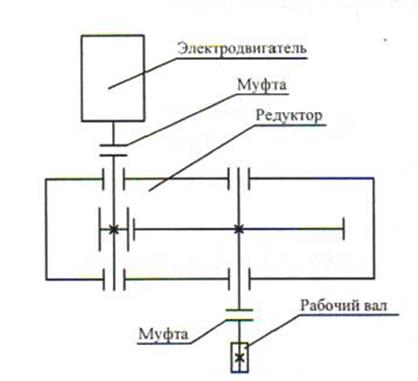
Рисунок 5.3 –Схема привода
 (5.12)
(5.12)
где Ртр – сила трения фаски клапана об седло, Н;
Rз = 0,1 м – радиус звездочки;
Rкл = 0,055м – радиус тарелки клапана;
![]() (5.13)
(5.13)
где μ = 0,17 – коэффициент трения;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.