|
Компонент или параметр |
Сода кальциони-рованная, ГОСТ 5100-73, г/л |
Сода каусти-ческая, г/л |
Хромгипс ГОСТ 2652-48, г/л |
Нитрат натрия ГОСТ 19906-74. г/л |
Темпе-ратура раство-ра, 0К |
Продол-житель-ность процесса, мин |
|
величина |
20 |
2 |
1 |
5 |
348... 363 |
5…10 |
При абразивной обработке применяют зерна корунда, карбида кремния, карбокорунда ГОСТ 3647-80 при давлении сжатого воздуха 0,3…0,5 МПа.
Рисунок 4.2 – Структурная схема ремонта распределительного вала
Общая толщина покрытия при плазменном напылении /22/:
![]() (4.1)
(4.1)
где U – величина износа, мм, принимаем U=0,5 мм;
В – технологический припуск на усадку и последующую механическую обработку, мм, принимаем В=0,3 мм;
![]()
Средняя толщина напыляемого слоя за один проход составляет b=0,15…0,17 мм. Тогда среднее число проходов при плазменном напылении:
 (4.2)
(4.2)
В проекте рассмотрен процесс восстановления кулачков распределительного вала методом плазменно-дугового напыления (приложение А).
4.3.3 Плазменно-дуговое напыление
После абразивной обработки и контроля качества поверхности вал устанавливают в центра станка 1К62, на суппорте которого вместо резцедержателя установлена плазменная горелка.
Горелка должна быть установлена так, чтобы ось плазменной струи располагалась к напыляемой поверхности под углом 600…900. Режим предварительного подогревания поверхности кулачка приведен в таблице 4.2
Таблица 4.2 – Режим предварительного подогревания
|
Параметр |
Единица измерения |
Показатель |
|
Ток плазмотрона (плазменной горелки) |
А |
325…350 |
|
Напряжение дуги |
В |
50…55 |
|
Дистанция подогрева |
Мм |
130…150 |
|
Расход плазмообразующего газа |
л/мин |
20…25 |
|
Скорость перемещения горелки |
м/мин |
30…50 |
Режим напыления приведен в таблице 4.3
Таблица 4.3 – Режим напыления
|
Параметр |
Единица измерения |
Показатель |
|
Ток плазменной горелки |
А |
350…400 |
|
Напряжение дуги |
В |
40…45 |
|
Дистанция напыления |
мм |
80…125 |
|
Расход плазмообразующей смеси |
л/мин |
40…45 |
5 Проектирование технологической оснастки
5.1 Приспособление для шлифования рабочей фаски клапана двигателя 6NVD-48
5.1.1 Анализ исходных данных для проектирования
В процессе ремонта и восстановления клапанов газораспределения возникает потребность установки их под углом 450 относительно шпинделя шлифовального станка, для обработки рабочей фаски. На основании этого спроектирована бабка с цанговым зажимом.
5.1.2 Принцип действия приспособления
Данное приспособление предназначено для шлифования рабочей фаски на круглошлифовальном станке. Корпус приспособления крепится на станке под углом 450 относительно шпинделя станка. В гнездах корпуса приспособления на шарикоподшипниках вращается пустотелый шпиндель, который приводится в движение (n=200-250 мин-1) от отдельного электродвигателя клиноременной передачей на шкив, закрепленный гайкой на шпинделе. Шток клапана вставляют в цангу и зажимают винтом. /28/
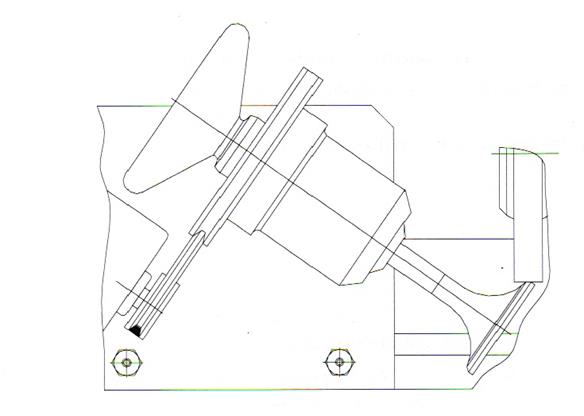
Рисунок 5.1
5.1.3 Конструкция приспособления и требования к ней
Конструкция приспособления представлена в графической части дипломного проекта. Основные детали приспособления анализированы. Материал корпуса – стальное литье.
Расчет приспособления
Расчет цангового зажима
При закреплении заготовка смещается по оси на величину:/4/
 (5.1)
(5.1)
где Δ – зазор между цангой и заготовкой;
Сила затяжки цанги при отсутствии упора:/4/
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.