Заготовку клапана изготавливают свободной ковкой или штамповкой. Клапан двигателя 6NVD 48 изготавливают из стали 40Х10С2М. Химический состав и физико-механический свойства металла приведены в таблицах 3.1 и 3.2.
Таблица 3.1 – Химический состав стали, применяемой при изготовлении клапана выпуска/3/
|
Марка стали |
C |
Si |
Mn |
Cr |
Mb |
Fe |
S |
P |
|
40Х10С2М ГОСТ 5632-72 |
0,35-0,45 |
1,9-2,6 |
<0,8 |
9,0-10,5 |
0,7-0,9 |
Осн. |
<0,025 |
<0,03 |
Таблица 3.2 – Физико-механические свойства стали /3/
|
Марка стали |
σв |
σт |
σ10 |
y |
au |
|
МПа(кгс/см2) |
% |
кг/см2 |
|||
|
40Х10С2М ГОСТ 5632-72 |
950(95) |
750(75) |
10 |
35 |
2 |
где σв – временное сопротивление;
σт – предел текучести;
σ10 - относительное удлинение после разрыва;
y– относительное сужение после разрыва;
au – ударная вязкость;
Непрямолинейность рабочей поверхности штока клапана допускается не более 0,1 мм на всей длине.
Биения рабочей фаски клапана относительно рабочей поверхности штока не более 0,02-0,03 мм.
Торцевые биения клапана не более 0,03 мм.
3.2 Вид и характер износа клапана двигателя 6NVD 48
В данном разделе разрабатывается технологический процесс ремонта клапанов газораспределения.
При переводе двигателя с одного сорта топлива на другой обычно возникают проблемы с клапанами газораспределения (рисунок 3.1). Одним из характерных износов клапана является износ фаски. Различают два периода износа фаски. Первый период характеризуется развитием процессов, приводящих к нарушению герметичности, когда поверхность фаски контактирует с горячими газами только при открытом клапане. Омывающий поток газов наиболее агрессивен в начальной стадии выпуска, когда он движется со скоростью 500-600 м/с при температуре 10000С. Вместе с газом движутся твердые частицы сажи.
Второй период начинается с прорывом газов по каналам, образованными за первый период. Здесь температура максимальная и равна температуре цикла, а давление равно Рz.
Основными причинами потери герметичности клапана являются:
· образование канала, пересекающего притертую поверхность фаски в результате развития эрозии частицами сажи (газоабразивное изнашивание);
· появление трещин, вызванных высокими напряжениями материала;
Газоабразивное изнашивание обусловлено частыми ударами о поверхность фаски наиболее крупными частицами сажи, отклоняющимися от основного потока газов. Часть подведенной энергии ударов воспринимается рабочей фаской, вследствие чего происходит пластическая деформация в пределах элементарного участка. В результате искажается кристаллическая решетка, металл в зоне фаски в некотором объеме уплотняется, повышается его внутренняя энергия. С нанесением каждого последующего удара эти процессы усугубляются, т.е. внутренняя энергия повышается еще более и уплотненный объем отслаивается. Таким образом, первый период завершается появлением каналов, пересекающих поверхность фаски.
Трещины на поверхности фаски происходят при нарушении технологии изготовления клапана. Второй период изнашивания фаски происходит при температурах свыше 8500С и характеризуется интенсивным окалинообразованием.
На примере выпускного клапана двигателя 6NVD 48 выполняется конструктивно-технологический анализ.
Клапан изготавливается из стали марки 40Х10С2М, предел прочности σв=68 кгс/мм2, предел текучести σт =46 кгс/мм2.
Основные величины предельных износов и предельных зазоров в сопряжениях приведены в технических условиях для конкретного двигателя и детали. В данном случае изнашивается шток клапана и фаска. Износ штока допускается не более 0,22 мм, изгиб 0,1 мм.
Количество ремонтируемых клапанов отнесем к мелкосерийному производству 250 – 500 штук. Производство базируется на НСРЗ.
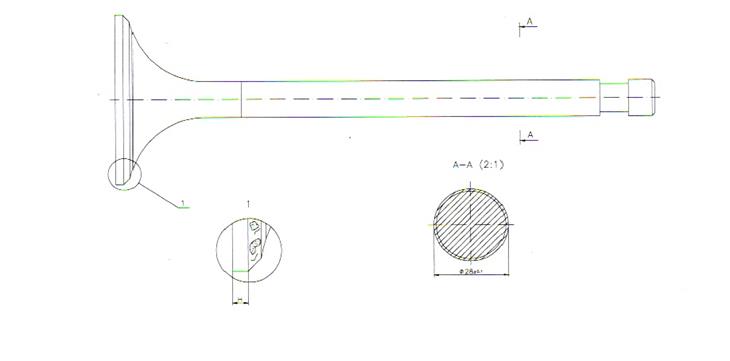
Рисунок 3.1 – Клапан газораспределения
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.