Если заданием на курсовое проектирование определен поток рациональной мощности, то параметры потока определяются следующим образом. Сначала, одним из способов определяют рациональный такт и, соответственно мощность, затем по формулам, устанавливающим взаимосвязь, между параметрами, определяется численность рабочих, количество рабочих мест и другие параметры.
Для этого необходимо построить график распределения времени выполнения операций технологического процесса, а затем по нему определить наиболее рациональный делитель времени технологических операций процесса, который и будет рациональным тактом. Для проведения расчетов по выбору рационального такта потока на графике (рис. 1.1) параллельно оси абсцисс проводят ряд линий (по наибольшему скоплению точек) и подсчитывают время операций, равных и кратных времени такта.
Рациональным тактом потока будет являться такой, который имеет наибольший удельный вес операций, равных и кратных предполагаемому такту, так как в этом случае в потоке будет большее количество специализированных операций (табл. 1.I) С помощью такого графика можно проанализировать различные варианты такта и мощности, а затем выбрать оптимальные.
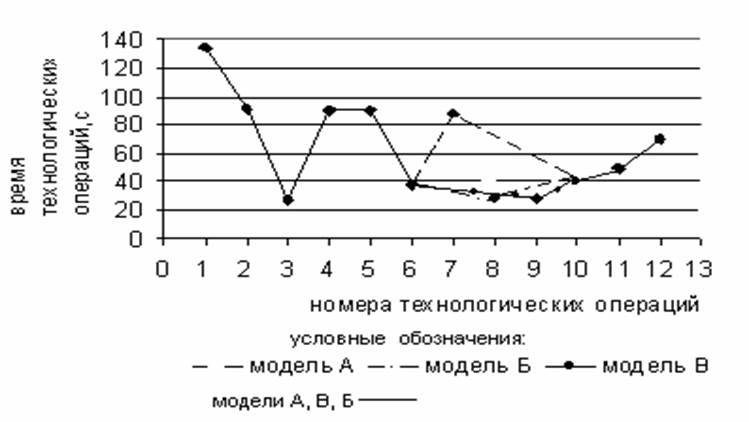
Рис. 1.1.График распределения времени операций технологического
процесса изготовления изделия
Таблица 1.1
Выбор рационального такта потока
|
Предполагаемый такт потока, с |
Диапазон времени отклонения от такта, ±10% |
Время на операции, с |
Уд. вес времени на операции по каждому такту, % |
||
|
равные такту |
кратные такту |
всего |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
10 |
9-11 |
120 |
484 |
604 |
44 |
|
20 |
18-22 |
352 |
796 |
1148 |
85 |
|
и т. д. |
|||||
При возможности следует использовать математические методы и ЭВМ, обеспечивающие наилучшее решение этой проблемы.
На потоках рациональной мощности обеспечиваются условия для наилучшего использования рабочей силы, оборудования, производственной площади, достигается максимальная производительность труда, повышается удельный вес организационных операций, состоящих из одной неделимой операции. Поэтому в проекте следует отразить мероприятия, снижающие монотонность в работе за счет организации труда, регулирования ритма потока с учетом изменения работоспособности в течение смены рабочих.
При проектировании потоков большой мощности допустим различный ритм работы по секциям, что объясняется сравнительно небольшой трудоёмкостью отдельных технологических операций в заготовительной секции и, наоборот, большой - в монтажной секции. Поэтому чтобы избежать операций с повышенной кратностью, в монтажной секции допускается организация двух-трех параллельных, совершенно однотипных потоков с суммарной мощностью, равной мощности заготовительной секции.
После расчета такта потока определяются остальные его параметры согласно приведенной ниже схеме.
4.1.2. Расчет параметров основного поток.
В многомодельных потоках расчет основных параметров потока зависит от способа запуска : при ПАЗ расчет ведется по каждой модели в отдельности, при ЦЗ - по среднему значению трудоемкости. Для этого необходимо произвести анализ трудоёмкости по моделям. Анализ трудоемкости представляется в виде таблицы 1.2.
На основе задания на проектирование, выраженного в явной форме через выпуск изделий в смену или количество рабочих, и в неявной форме посредством определения рационального такта, выполняется расчёт основных параметров проектируемого потока:
такт потока определяется по формуле
 ,
(1.1)
,
(1.1)
или
 , (1.2)
, (1.2)
где τ – такт потока, с;
Тизд – трудоёмкость изготовления изделия, с;
КР- количество рабочих в потоке;
![]() – выпуск изделий в смену, шт.
– выпуск изделий в смену, шт.
R –продолжительность смены, с (28800 с.).
Выпуск изделий в смену определяется по формуле
 , (1.3)
, (1.3)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.