Горячую штамповку на молотах делят, в зависимости от формы поковки, на штамповку осадкой в торец и штамповку плашмя.
При штамповке поковок сложной формы возникает необходимость подготавливать исходную заготовку для приближения ее формы к конфигурации готового изделия. Эти заготовительные операции осуществляются в заготовительных ручьях многоручьевых штампов. Для получения поковки в многоручьевом штампе (рис. 33) применяют основные виды ручьев: ручьи заготовительные—протяжной 7, подкатной 2, гибочный 3; штамповочные – предварительный или черновой 4, окончательный или чистовой 5, отрезной ручей. В зависимости от конфигурации заготовки применяют различный набор заготовительных ручьев; чистовой ручей имеется во всех штампах. Заготовительные ручьи
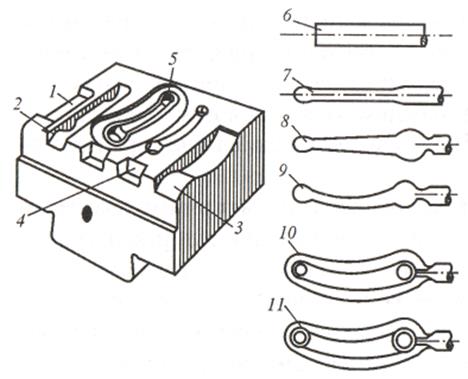 |
Рис. 33. Многоручьевой штамп и последовательность операций штамповки: а — штамп; б — последовательность операций; 1,2, 3 — заготовительные ручьи; 4 и 5 — штамповочные ручьи; 6 — исходная заготовка; 7 — протяжка; 8 — подкатка; 9— гибка; 10 — предварительная штамповка; 11 — окончательная штамповка
Штампы горячей штамповки подвергаются воздействию температур и ударам. Износ штампов сопровождается появлением трещин разгара, изменением размеров рабочих кромок вследствие износа и смятия. Для работы в этих условиях штампы изготавливают из легированных теплостойких штамповых сталей: 50ХНМ, 30X2B8,60ХНТ, 70X3,50ХГМ.
Основными видами штамповочных молотов являются паровоздушные и фрикционные молоты с доской. Паровоздушные молоты относятся к молотам двойного действия, так как процесс деформации производится как за счет работы падающих частей, так и за счет работы сжатого воздуха или пара.
Приводные фрикционные молоты относятся к молотам простого действия, так как деформация металла при штамповке на этих молотах производится только за счет работы свободного падения бабы.
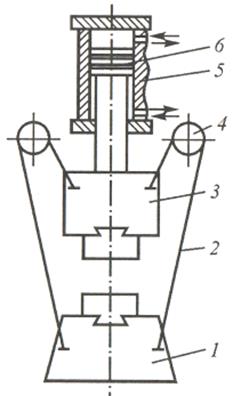
Для уменьшения сотрясения почвы применяются бесшаботные молоты (рис. 34). Бесшаботный молот имеет две бабы 1 (нижняя) и 3 (верхняя), связанные между собой стальными лентами 2, переброшенными через ролики 4. При подаче пара в цилиндр 5 поршень 6, опускаясь, перемещает обе бабы навстречу друг другу. Мощность бесшаботных молотов характеризуется энергией производимого удара. Они применяются для штамповки крупных поковок. Недостатком данных молотов является неудобство работы при движении обоих штампов. Поэтому они применяются при одноручьевой штамповке.
Рис. 34. Схема устройства бесшаботного молота
 |
Штамповка на кривошипных горячештамповочных прессах. На кривошипных горячештамповочных прессах можно производить почти все виды штамповочных работ, включая многоручьевую штамповку. Условия деформации металла на прессе отличаются от условий деформации на молоте вследствие большой разницы в скорости деформирующего инструмента, наличия у прессов строго фиксированной величины хода ползуна.
Малая скорость деформирования обеспечивает более глубокое проникновение пластической деформации в металл, благодаря чему течение его в горизонтальном направлении легче, чем в вертикальном.
Для горячей штамповки применяются кривошипные горячештамповочные прессы с усилием от 6,3 до 100 МН. На рис. 35 представлена кинематическая схема кривошипного горячештамповочного пресса.
Рис. 35. Кинематическая схема кривошипного горячештамповочного пресса
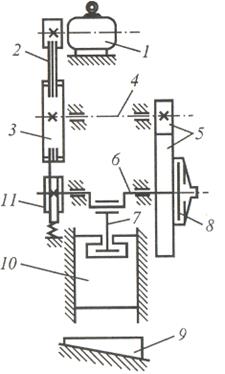 |
От электродвигателя 1 посредством клиноременной передачи 2 вращается маховик 3, сидящий на промежуточном валу 4. С вала 4 посредством зубчатой передачи 5 вращение передается на кривошипный вал 6. Ползун 10, скрепленный посредством шатуна 7 с кривошипным валом 6, получает возвратно-поступательное движение. Верхняя (подвижная) часть штампа прикрепляется к ползуну 10, а нижняя (неподвижная) – к столу пресса.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.