Штамповка кольца осуществляется за три перехода, из которых первые два наборные, атретий—прошивной. При штамповке поковки кольца диаметр прутка-заготовки выбирается равным внутреннему диаметру кольца. Как видно из рис. 38, б вкладыш 1 матрицы имеет три ручья. На ползуне укреплены соответственно три пуансона 2. Пруток 3 закладывается нагретым концом в первый ручей. При включении машины матрицы 1 сжимают пруток; первый верхний пуансон 2 производит высадку в первом ручье (переход I). Высаженная поковка перекладывается во второй ручей, в котором производится несквозная прошивка с частичной высадкой для получения конечных размеров поковки (переход II). В третьем ручье происходит сквозная прошивка (переход III). При раскрытии матриц 7 поковка впадает в контейнер, процесс штамповки про
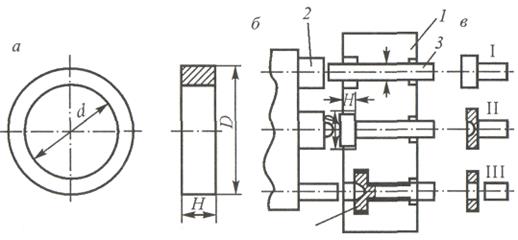 |
Рис. 38. Штамповка кольца шарикоподшипника: а – эскиз поковки; 6 – эскиз штампа; в – технологические переходы при штамповке
Листовая штамповка
Листовая штамповка представляет собой процесс получения заготовки или готового изделия из листа в штампах. Изделия из листа толщиной до 8 мм штампуются в холодном состоянии, более 8 мм — в горячем.
В зависимости от способа действия внешних сил и характера напряженно-деформированного состояния операции листовой штамповки делят на разделительные, формоизменяющие, прессовочные, комбинированные и штампосборочные.
К разделительным относятся операции, связанные с отделением одной части заготовки от другой по замкнутому или незамкнутому контуру: отрезка, вырубка, пробивка, зачистка, просечка, надрезка.
К формоизменяющим операциям относят процессы, при которых плоская или полая заготовка превращается в пространственную деталь необходимой формы без изменения средней толщины материала: вытяжка, гибка, закатка края, отбортовка, формовка, обжим, раздача, правка.
Прессовочные операции заключаются в изменении толщины листового материала: чеканка, клеймение, кернение и холодное выдавливание.
При комбинированной холодной штамповке совмещают в одной объединенной операции две или несколько технологически различные отдельные операции штамповки: отрезка и гибка; вырубка и вытяжка и другие.
Штампосборочные операции представляют собой соединение нескольких деталей в одно изделие (узел). Они основаны на применении процессов гибки, клепки, закатки, запрессовки, вальцовки, холодной пластической сварки и др.
Листовой штамповкой изготавливаются детали из различных материалов: металлов и их сплавов, композиционных и неметаллических материалов. Заготовками служат листы и ленты, свернутые в рулоны. Штамповкой из листа получают втулки, шайбы, буксовые крышки, баки, обшивку вагонов и локомотивов.
Разделительные операции листовой штамповки. Наиболее экономичны и производительны безотходные разделительные процессы обработки давлением. При разделении сдвигом отделяемая часть смещается по поверхности раздела под действием движущегося инструмента. При этом значительная часть поверхности раздела образуется пластическим сдвигом, а остальная – разрушением (сколом). При разделении пластическим внедрением материал вытесняется из зоны разделения под воздействием инструмента, имеющего клиновидное лезвие.
Отрезка – полное отделение части заготовки по незамкнутому контуру путем сдвига. Отрезку осуществляют на ножницах разных типов или в штампах на прессах. Часто применяются ножницы с параллельными, наклонными (гильотинные) и дисковыми (роликовыми) ножами. Иногда применяются вибрационные (просечные) ножницы.
Ножницы с параллельными ножами применяются для резки узких и толстых полос, а также для неметаллических материалов. Ножи параллельных, наклонных и дисковых ножниц изготавливаются из стали марок У8А, 6ХС, 5ХВ2С, Х12М. Твердость ножей после закалки должна быть НRСЭ 54.. .60.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.