Резка {вырубка) штампами представляет собой процесс отделения одной части заготовки от другой по замкнутому или незамкнутому контуру при помощи штампов на механических или гидравлических прессах. Вырубка представляет собой операцию отделения части заготовки по замкнутому контуру, когда отделяемая часть является изделием. Пробивка представляет собой ту же операцию, но отделяемая внутренняя часть является отходом, а наружная часть заготовки является изделием. В штампах роль верхнего перемещающегося режущего ножа выполняет пуансон, а нижнего, неподвижного – матрица.
Для облегчения условий резания и уменьшения необходимых усилий применяют штампы со скошенными кромками пуансона или матрицы. Угол наклона выбирается в зависимости от толщины материала.
Для получения чистого среза режущие кромки пуансона и матрицы должны быть острыми, а зазор между ними должен составлять 5... 10 % толщины d пробиваемого листа. При вырубке нескольких изделий из одной заготовки необходимо оставлять перемычку между ними не менее 1,2 d, чтобы получить хороший срез. Пробивку можно производить одновременно с вырубкой за один ход пресса, последовательно (рис. 39) – сначала малым пуансоном 5 производится пробивка, затем при подаче заготовки до упора 3 проводится вырубка уже пробитой шайбы пуансоном 4.
Раскрой материала при холодной штамповке определяет экономичность технологического процесса. Вырубку фигурных деталей производят, используя различные виды раскроя. Возможно применение малоотходной и безотходной технологии без перемычек. Величина перемычки зависит от толщины и рода материала, от размеров и формы вырубаемой детали.
Формоизменяющие операции.Вытяжка представляет собой операцию превращения плоской заготовки в полое изделие или полуфабрикат (рис. 40). Для этого заготовка 3 укла дывается на матрицу 4 и движением пуансона 1 вниз из заготовки получается полое изделие 5. Образование складок по краям заго
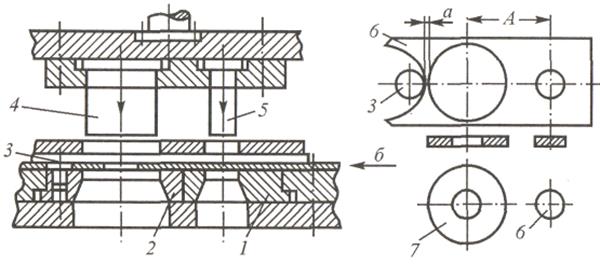 |
Рис. 39. Схема штампа для прошивки и вырубки шайбы: 1 — матрица пробивки; 2 — матрица вырубки; 3 — упор; 4 — пуансон вырубки; 5 — пуансон пробивки; б—отход; 7— изделие; А — шаг подачи; б — направление подачи; а — перемычка
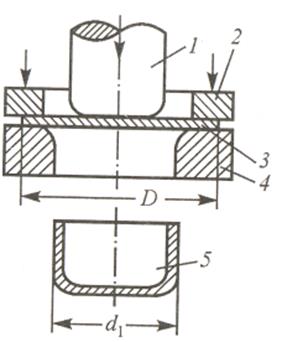 |
Рис. 40. Схема вытяжки
Для получения более глубоких полых изделий вытяжку осуществляют за несколько переходов с промежуточным отжигом. Различают два вида вытяжки: без изменения толщины стенок (рис. 40) и с уменьшением (утонением) толщины стенок. Вытяжку осуществляют на кривошипных и кулисных прессах двойного действия с подвижным нижним столом, гидравлических прессах, кривошипных прессах простого действия с пневматическим устройством.
Необходимая величина усилия вытяжки определяется из условия прочности стенок формуемой детали. Напряжение в стенках при вытяжке не должно превышать сопротивление разрыву материала заготовки.
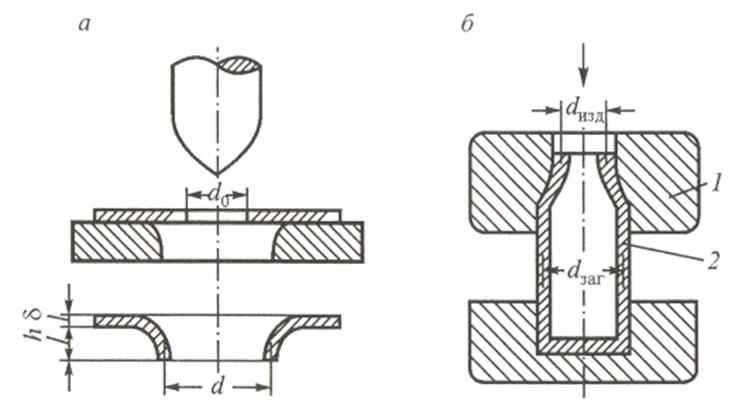
Для получения бортов вокруг пробитых отверстий применяют от-бортовку (рис. 41, а). Отбортовка определяется диаметром отверстия заготовки..Радиус скругления кромок пуансона следует брать в 5... 10 раз больше толщины листа, коэффициент отбортовки d/dо = 1,4... 1,6.
При необходимости уменьшения диаметра крайней части вытянутого стакана применяется обжим (рис. 41, б). В этой операции рабочим инструментом служит матрица 7, в которую вталкивается заготовка 2.
Рис. 41. Схемы вытяжки с отбортовкой (а) и операция обжима (б)
 |
Для избежания складок на обжимаемом краю стакана и осадки его цилиндрической части уменьшение диаметра краевой части не должно превышать 30 %., т.е. dзаг/dизд £ 1,3.
При необходимости изменения формы заготовки путем местной деформации применяют операцию формовки. Формовку ребер жесткости осуществляют с помощью металлических штампов или нижнего металлического штампа и резиновой подушки, накладываемой на заготовку под пуансон пресса.
Для изменения направления оси заготовки применяется гибка. При гибке внешние волокна листа растягиваются, а внутренние сжимаются.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.