Объемная штамповка—технологический процесс получения заготовки путем заполнения деформированным металлом рабочих полостей (ручьев) штампа (рис. 28). Полость штампа имеет форму изделия— поковки. Ручьи обычно располагаются в двух частях штампа: в верхней 1 и нижней 2, которые носят название верхнего и нижнего штампов. При штамповке нагретую заготовку 3 укладывают в ручей нижнего штампа и наносят по ней удары верхним штампом до момента их соприкосновения по плоскости разъема. Излишек металла вытесняется в разъем между штампами, образуя заусенец (облой) 4.
 |
Штамповка дает возможность получать поковки сложной формы. К недостаткам штамповки относятся сложность и высокая стоимость штампов. Штамповка выполняется на штамповочных молотах, гидравлических, кривошипных и фрикционных прессах, горизонтально-ковочных, гибочных и ротационных машинах, а также ковочных вальцах.
Широкое применение в машиностроении находит горячая объемная штамповка. Для железнодорожного транспорта этим методом изготавливают шестерни и зубчатые колеса передач тепловозов и электровозов, колеса электровозов, коленчатые валы, гайки, болты и т.п.
Последовательность технологического процесса изготовления поковки включает в себя: резку исходного металла на мерные заготовки, нагрев заготовок, штамповку, обрезку заусенца (облоя), термическую обработку поковки, очистку от окалины, правку и контроль поковок.
В зависимости от типа штампа штамповка подразделяется в открытых (с облоем) и в закрытых (без облоя) штампах. Открытая (облойная) штамповка (рис. 29, а) характеризуется тем, что после заполнения металлом полости ручья штампов избыток металла вытесняется в специальную полость, образуя при этом отход, называемый облоем. Облой с поковки затем удаляется. Штамповка в открытых штампах производится обычно на молотах, прессах и ковочных вальцах.
Безоблойная штамповка (рис. 29, б) представляет собой деформацию металла в закрытых штампах, в которых образование облоя не предусматривается, поэтому отсутствует полость для его образования.
При безоблойной штамповке должно строго соблюдаться равенство объемов заготовки и поковки во избежание недостатка или избытка металла. Штамповка в закрытых штампах, как правило, производится на прессах и горизонтально-ковочных машинах (ГКМ), обеспечивает меньший расход металла, чем при открытой штамповке, обеспечивает более высокую точность и благо
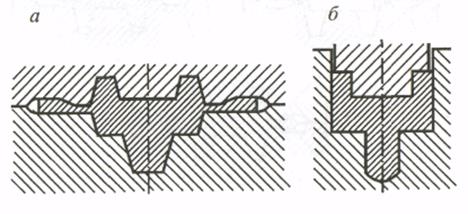 |
Рис. 29. Схемы открытой (а) и закрытой (б) штамповки
В зависимости от количества ручьев в штампе различают штамповку в одноручьевых или многоручьевых штампах. При многоручьевой штамповке заготовка постепенно приобретает форму поковки.
По типу заготовки штамповку подразделяют на штучную, кратную и от прутка. Большей частью для объемной штамповки требуются мерные заготовки (т.е. заготовки на одну или несколько поковок), и поэтому прутки подлежат разрезке на части. Существуют различные способы резки заготовок, основными из них являются: резка на кривошипных прессножницах; ломка на хладноломах; резка механическими пилами; резка электромеханическими пилами; газовая резка; анодно-механическая резка; электроэрозионная резка. Наиболее распространенным способом является резка на пресс-ножницах. Недостатком резки на пресс-ножницах служит значительное искажение профиля среза.
Резка механическими пилами производится как в холодном состоянии, так и в горячем. Применяются пилы в виде ножовок, дисков или бесконечных лент. Недостатком резки пилами являются малая ее производительность и потери металла в стружку. Преимуществом способа является ее повышенная точность.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.