Академик В. В. Данилевский пишет: «Генри Модсли действовал, как известно, в девяностых годах XVIII века, а еще в начале этого столетия Петр I работал на станках, в которых с геометрической точностью и притом автоматически воспроизводились не сравнительно простые очертания машинных деталей, но неизмеримо более сложные формы»...2.
Андрей Константинович Нартов был соратником Петра I в деле создания русской машинной техники вообще и станков с автоматически действующими суппортами в частности. После смерти Петра I Нартов прожил 31 год и в области русской техники выполнил много важных дел.
Из изложенного совершенно очевидно, что создателем первого самоходного суппорта является русский механик Андрей Константинович Нартов.
-----------
1 К. Марк с. Капитал, том I, Машины и крупная промышленность, пр. 39, изд. 1950 г.
2 В. В. Данилевский. Русская техника. Академия наук СССР, Комиссия по истории техники, 1947 г.
Станки ранних конструкций строились со сменными ходовыми винтами для настройки на заданный шаг нарезаемого винта (или подачу). В более поздних конструкциях настройка станков на заданную подачу осуществляется при помощи сменных колес в гитаре; при этом ходовой винт используется не только для нарезания винтов, но и для самоходной подачи при токарной обработке. В современных токарно-винторезных станках для подачи при токарной обработке деталей машин используется реечный механизм, а ходовой винт предназначается только для нарезания винтов, что объясняется высокими требованиями, предъявляемыми к винтам в современном машиностроении.
Несмотря на значительную давность и важность применения самоходного суппорта в станках, теоретические основы расчета и конструирования основных частей его до сих пор еще не разработаны. Достаточно указать, что еще нет в литературе теоретического обоснования выбора рационального профиля передней призматической направляющей, нет достаточно обоснованных данных для определения расчетных усилий, действующих на реечную шестерню, ходовой винт токарно-винторезного станка и т. д.
В большинстве современных станков средних размеров применяется комбинированный тип направляющих, а именно—призматическая передняя и задняя плоская направляющие. В выборе угла призмы нет единства мнений среди станкостроителей.
Весьма распространенным профилем направляющих в
токарно-винторезных станках является профиль с углом призмы ![]() (рис. 14 и 15). Причем, ширина внешней
плоскости значительно больше внутренней, что правильным признать нельзя. Сюда
относятся станки 26A
(162К.), ДИП-200, ДИП-300, 162, 1А-62 и другие.
(рис. 14 и 15). Причем, ширина внешней
плоскости значительно больше внутренней, что правильным признать нельзя. Сюда
относятся станки 26A
(162К.), ДИП-200, ДИП-300, 162, 1А-62 и другие.
Несколько
отличным в сравнении с указанным профилем направляющих является симметричный
профиль с углом призмы ![]() .
К станкам с симметричным профилем передней направляющей относятся такие станки
отечественного производства, как, например, ТН-20 и другие.
.
К станкам с симметричным профилем передней направляющей относятся такие станки
отечественного производства, как, например, ТН-20 и другие.
Ниже излагается вывод формулы для определения значений углов призматического профиля направляющих в зависимости от условий работы станка. Тем самым дается теоретическое обоснование установленных практикой наиболее распространенных форм профилей направляющих и указывается на необходимость уточнения размеров плоскостей неравнобо-
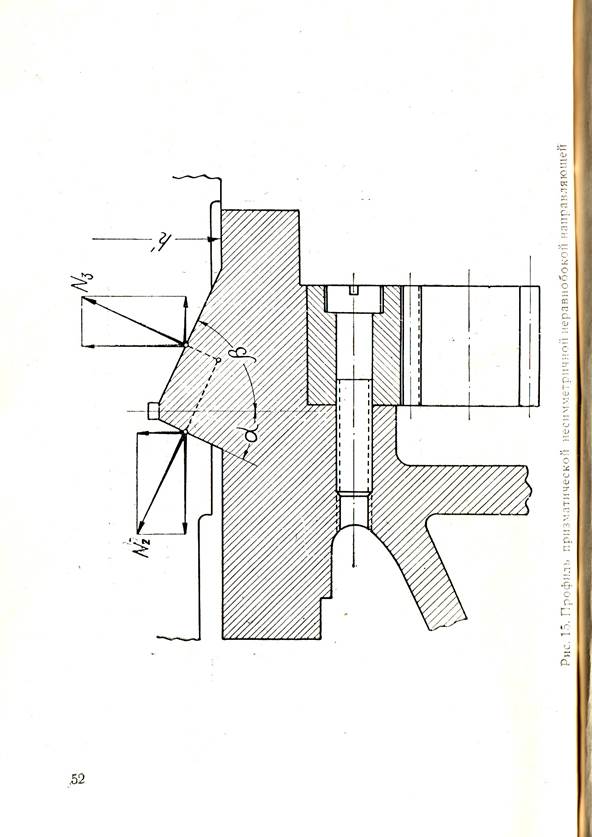
ких направляющих в случае применения указанного профиля в специализированных токарных станках. Одновременно доказывается несоответствие несимметричного (и к тому же c узкой внутренней и широкой внешней плоскостями) профиля передней призматической направляющей, принятого в стан-ках ДИП по типу станков Берингер и VDF, условиям работы универсального станка.
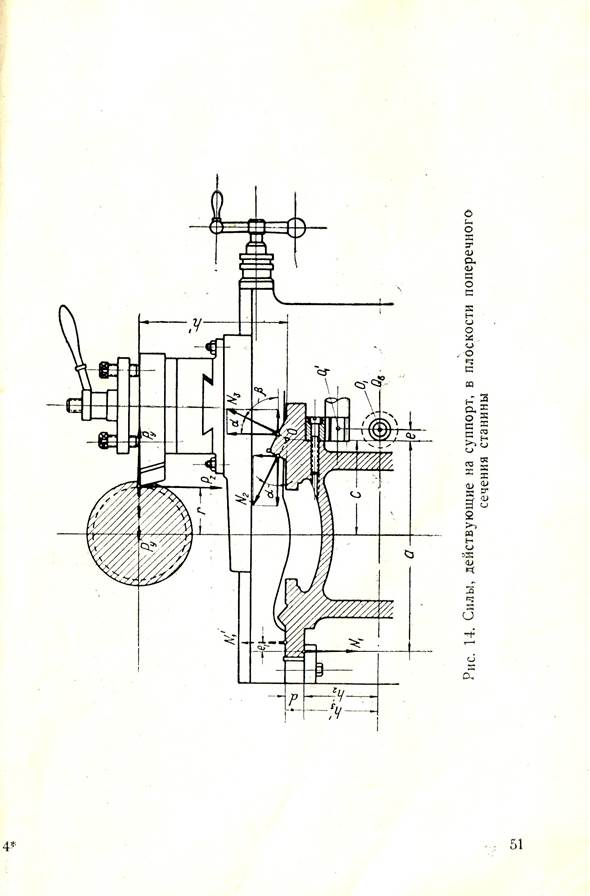
Рассмотрим силы, действующие на суппорт
токарно-винторезного станка при токарной обработке детали. Для этого обратимся
к рис. 14, на котором изображен суппорт в плоскости поперечного сечения
станины, и силы, на него действующие. На рисунке изображены резец, укрепленный
в суппорте, и обрабатываемое изделие. При обработке изделия со стороны
последнего на вершину резца действует сопротивление резанию, представленное в
виде трех взаимно перпендикулярно направленных составляющих ![]() .Заметим, что кроме перечисленных
усилий действует еще сила веса. Все названные силы, за исключением силы веса,
возникают только при снятии стружки с обрабатываемой детали. При движении
суппорта под нагрузкой возникают силы трения в плоскостях соприкосновения
направляющих станины и суппорта станка. Проекции последних, а также
составляющей сопротивления резанию
.Заметим, что кроме перечисленных
усилий действует еще сила веса. Все названные силы, за исключением силы веса,
возникают только при снятии стружки с обрабатываемой детали. При движении
суппорта под нагрузкой возникают силы трения в плоскостях соприкосновения
направляющих станины и суппорта станка. Проекции последних, а также
составляющей сопротивления резанию ![]() на плоскость поперечного сечения станины равны
нулю.
на плоскость поперечного сечения станины равны
нулю.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.