4) на напорный т/п устанавливается обратный клапан;
5) на всасывающем и нагнетательном т/п устанавливаются штуцеры для мановукууметров и манометров.
45. Индустриальный метод монтажа резервуаров.
Днище и корпус резервуара изготовляется на заводе в виде рулонов и доставляется на место. Кровля изготавливается в виде щитов. Диаметр рулона 3-3,2 м.
Основные требования при монтаже резервуаров индустриальным методом: толщина стенки должна быть не больше 16-18 мм.
Этапы сооружения:
- сварка полотнищ и щитов на заводе;
- сворачивание в рулоны;
- доставка ж/д;
- монтаж резервуара;
 |
- монтаж днища;
- монтаж корпуса и кровли.
Монтаж днища:
1)
 |
2) разметка фундамента резервуара под днище (с помощью чертилки);
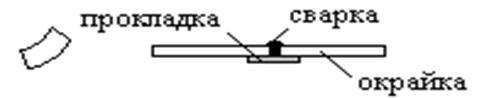
3) при монтаже резервуара объемом 5000 м3 и более – монтаж кольца окраек (18-24 шт.), монтирующихся на прокладках;
4) закатывание рулона;
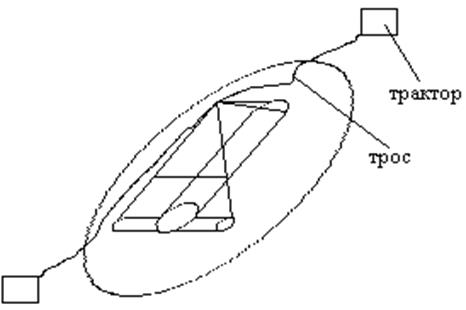
5) разворачивание рулона
рулон устанавливают в проектное положение, обвивают рулон тросом и разрезают соединительные планки. Отдельные полотнища укладывают в нахлест 60мм и прижимают клиньями. Сварка производится от центра к периферии, обратно ступенчатым способом с недоваром до края 1,5-1,8 м.
6) прихват днища к кольцу окраек сваркой через 1,5 – 2 м.
Окончательная сварка днища производится после сварки уторного уголка.
Монтаж корпуса:
1) разметка днища под корпус резервуара и вертикальный шов;
2) закатывание рулона корпуса на днище резервуара;
3) приварка ограничителей или коротышей через 35 – 40 см;
4)
 |
5) установка рулона на шарнир, закрепленный на днище резервуара;
6) приварка поддона и обильная смазка солидолом.
Подъем рулона:
1)
 |
- смещение рулона к ограничителям;
- обертывание рулона тросом и срезка скрепляющих планок;
- подтягивание кромки рулона к ограничителю и - приварка к днищу резервуара;
- разворачивание рулона;
Монтаж кровли.
После разворачивания рулона на 10-12 м приступают к монтажу кровли:
- монтаж опорного кольца на стенке резервуара;
- Щиты крыши укладываются на опорные кольца и прихватываются. Сварка производится от центра к стене;
- окончательная сварка кровли после монтажа корпуса;
Монтаж вертикального шва производится либо с помощью труб-стоек, либо гибочных секторов;
2) с помощью крана;
величина отклонения троса от вертикали д.б. не более 30, чтобы не произошло опрокидывание крана.
Окончательная сварка днищ.
Монтаж люков, патрубков, оборудования.
46. Контроль качества выполненных работ и испытание резервуара после монтажа.
Заключается в проверке качества сварных швов и соответствие формы элементов резервуара их проектным значениям.
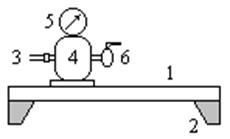 Днище резервуара, настил понтона
проверяют вакуумным способом. Вакуум-аппарат представляет собой камеру в виде
параллепипеда без дна с крышкой из прозрачного материала.
Днище резервуара, настил понтона
проверяют вакуумным способом. Вакуум-аппарат представляет собой камеру в виде
параллепипеда без дна с крышкой из прозрачного материала.
1-смотровое окно из оргстекла; 2-губчатая резина; 3-шланг к вакуумному насосу;
4-трехходовый кран; 5-вакуумметр; 6- кран для снятия вакуума.
Процесс вакуумирования швов проводят в следующем порядке: перед установкой вакуумной камеры испытуемый участок шва очищают от шлака и загрязнений и смачивают индикаторным раствором (мыльный р-р). На промазанный шов устанавливают камеру и создают вакуум (0,07 МПа). При наличии сквозного дефекта воздух входит в камеру и мыльный раствор пузырится, что видно через верхнюю крышку. Дефектные места отмечают на днище рядом с камерой, снимают разряжение и переставляют камеру на новое место.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.