- продолжительность технологического цикла (Т);
- себестоимость (С).
Производительность труда – количество продукции, производимой в единицу времени, в расчете на одного работающего, определяем по формуле:
 ,
(2.7)
,
(2.7)
где: П – производительность труда, ед/чел.год;
N – объем выпуска изделий, ваг/год;
К – контингент работающих, чел.
Производительность труда вагоноремонтного депо определим по формуле (2.7):
 (ед/чел.год).
(ед/чел.год).
Фактическая производительность труда вагоноремонтного депо:
 (ед/чел.год).
(ед/чел.год).
Производительность труда по сравнению с нормативной по депо вычислим по формуле:
02-П/В-37346.ВВХ.ДП.08.ПЗ
Лист
Изм
Лист
№ докум.
Подпись
Дата
![]()
 ,
(2.8)
,
(2.8)
Производительность труда в пассажирском вагонном депо Юдино ниже нормативной на 44%.
02-П/В-37346.ВВХ.ДП.08.ПЗ
Лист
Изм
Лист
№ докум.
Подпись
Дата
2.3 Вывод по результату обследования депо.
Площадь вагоносборочного участка величиной 2928 м2 позволяет увеличить производственную мощность депо до 370 вагонов в год.
Контингент производственных рабочих, в целом по депо, завышен по сравнению с нормативным показателям. В целях эффективного распределения трудовых ресурсов между производственными и вспомогательными участками, необходимо произвести сокращение штата работников на 27,9%.
Производительность труда в пассажирском вагонном депо Юдино ниже нормативной на 44%.
02-П/В-37346.ВВХ.ДП.08.ПЗ
Лист
Изм
Лист
№ докум.
Подпись
Дата
2.2. Общая технологическая схема ремонта вагонов
Общая технологическая схема ремонта вагонов показывает, в какой последовательности производятся работы по вагону в целом. Она является стержневым элементом для разработки технологических процессов и организационных вопросов.
Исходными данными для её построения является технологическая документация полученная при обследовании депо.
Производственный процесс ремонта вагонов в депо в общем случае включает следующие работы:
- прием вагонов в ремонт;
- наружная очистка и мойка вагонов;
- разборка вагона;
- очистка и мойка сборочных единиц;
- разборка сборочных единиц на детали;
- очистка и мойка деталей;
- дефектация деталей и диагностика сборочных единиц;
- ремонт деталей;
- комплектование деталей, сборка;
- обкатка, испытание и окраска сборочных единиц;
- общая сборка, испытание вагона;
- окраска вагона;
- сдача вагона
Технологическая схема ремонта вагонов в депо представлена на рисунке 2.3 и в графической части на листе 4.
02-П/В-37346.ВВХ.ДП.08.ПЗ
Лист
Изм
Лист
№ докум.
Подпись
Дата
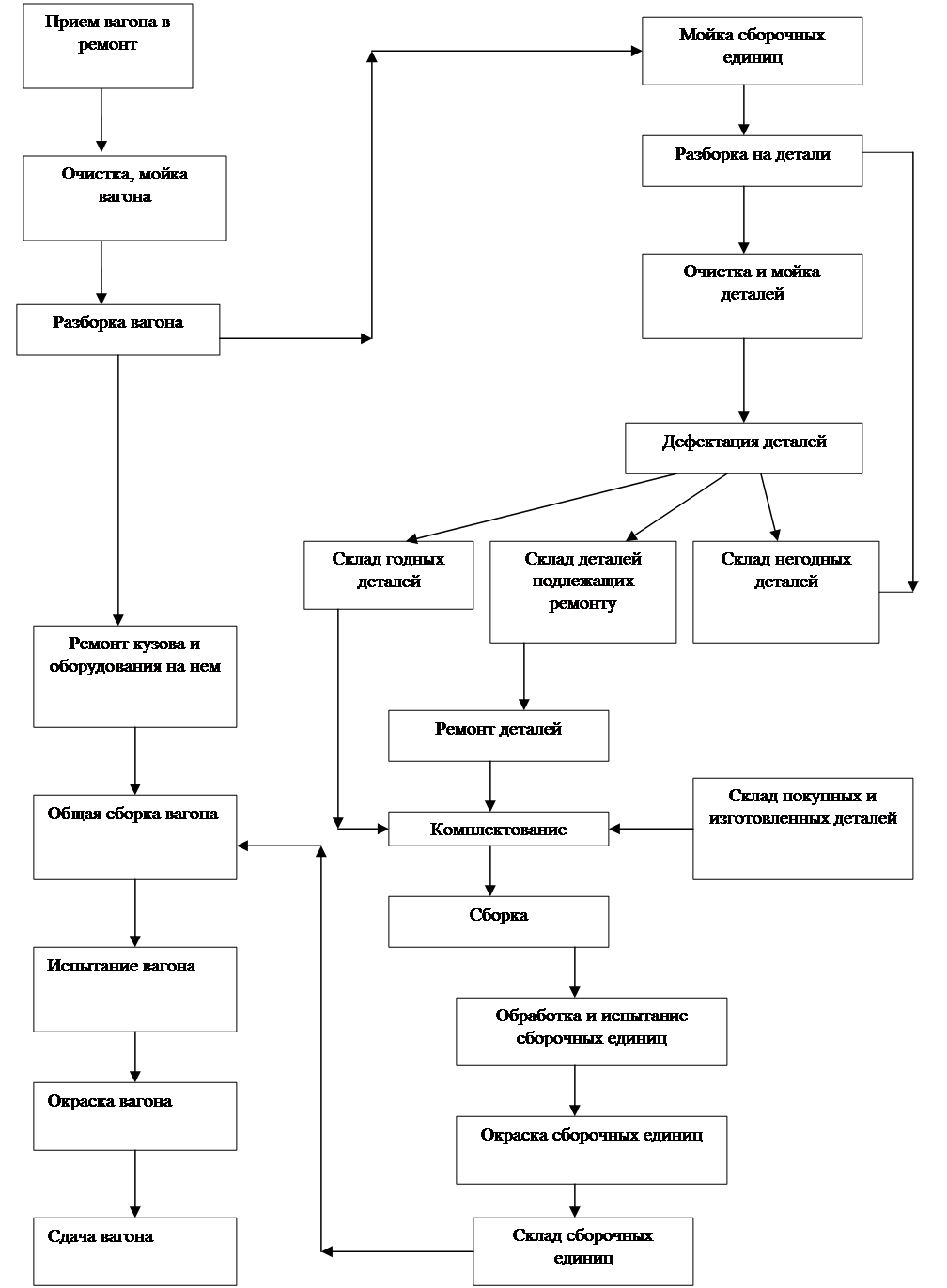
Рисунок 2.3 – Технологическая схема ремонта вагонов в депо
02-П/В-37346.ВВХ.ДП.08.ПЗ
Лист
Изм
Лист
№ докум.
Подпись
Дата
2.3 Организация работы производственных участков пассажирского
вагонного депо Юдино
ЛВЧД–12 станции Юдино является пассажирским вагонным депо по ремонту пассажирских вагонов. Все вагоны, поступающие в ремонт, осматриваются для определения необходимого вида ремонта. По результатам составляется дефектная ведомость формы ВУ–22а. Неисправности, которые выявляются после разборки узлов вагона вносятся в дефектную ведомость.
Вагоносборочный участок является важнейшим производственным участком и служит для выполнения разборочных, ремонтных и сборочных работ. Ежедневно в ремонт подается один вагон для производства подъема и ремонта ходовых частей и электрооборудования, а также кузовов, рам и надрессорных балок. Здесь же производится очистка и окраска кузова в дробеструйно-окрасочной камере.
В вагоносборочном участке производятся слесарные и сварочные работы. Метод работы – поточный, бригадный.
Ударно-тяговые устройства (автосцепка СА–3, фрикционный аппарат) транспортируются в отделение по ремонту автосцепки.
Воздухораспределители, авторежимы, авторегуляторы направляются в АКП.
Ремонтные позиции сборочного участка оборудованы восьмью стационарными домкратами, что позволяет ставить одновременно на стационарные домкраты два вагона.
Ремонт ходовых частей производится в тележечном отделении.
Изготовление новых деталей или ремонт старых, снятых с вагона производится в ремонтно-механическом отделении.
Они включают в себя: ошкуривание наружной поверхности кузова Малярные работы проводятся на 3-м пути вагоносборочного участка.
02-П/В-37346.ВВХ.ДП.08.ПЗ
Лист
Изм
Лист
№ докум.
Подпись
Дата
вагона до грунта или металла; шпаклевание с последующей зачисткой; грунтование; покрасочные работы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.